

When a company gets into financial difficulties, the reason is frequently something as mundane as high operational costs. Outlay for maintenance can quickly push up the expenditure side and make healthy business performance very difficult. In a plant like a refinery, which is extremely large and requires extensive maintenance, even small components such as safety valves need to be subjected to a thorough scrutiny.
The authors: Stefan Penno Managing Director, Rembe Thomas Münstermann Head of Process Safety Department, Rembe
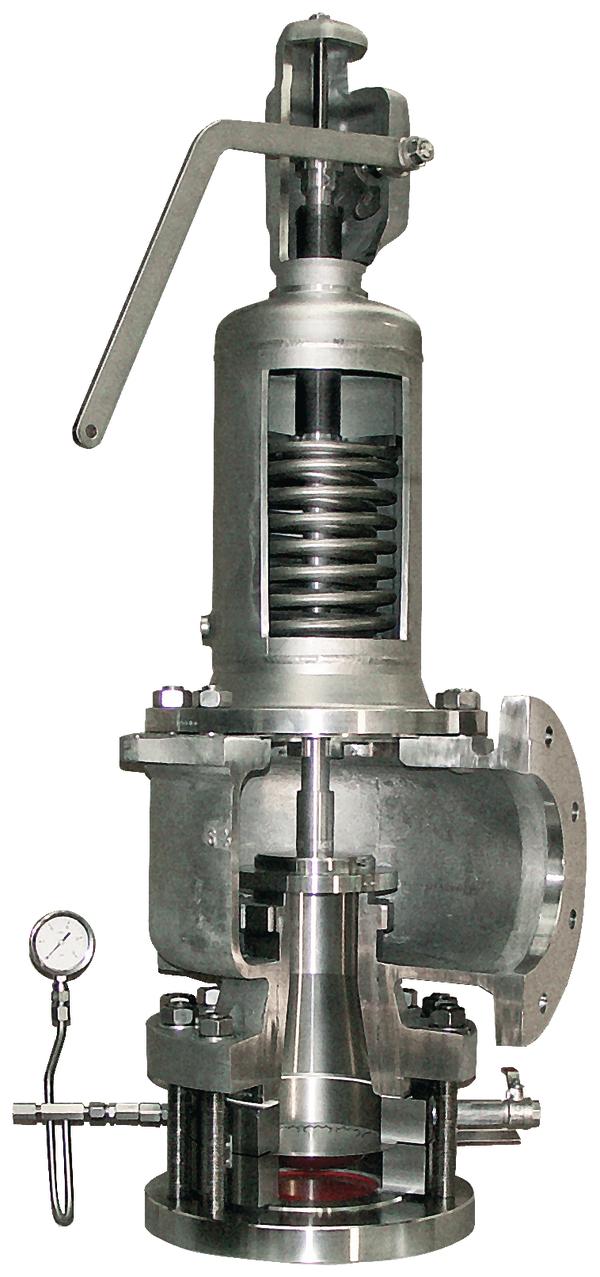
Safety valves protect refinery processes against hazardous overpressures. They are a crucial measure because high temperature differences could result in major pressure fluctuations in the plant. Safety valves offer numerous advantages, opening when pressure becomes too high and automatically closing after venting. However, the fact that they require extensive maintenance and are not liquid-tight is an immense drawback. In turn, this results in huge material wastage and rising emission rates.
When a company operates several large plants worldwide, it’s the volume that counts. Inces-sant material wastage weakens the value-added chain, pollutes the environment and demands increased maintenance efforts. Operational costs rise. A study conducted by the Netherlands Organisation for Applied Scientific Research (TNO) substantiates this conclusion: between 22 and 27 % of all leakages or defects in liquid tightness are caused by flange connections. In the Netherlands alone, this results in an annual loss of approximately 106,000 t of raw materials (gases and liquids). Assuming an average price of 700 EUR/t, this equates to a monetary loss of 75,000,000 EUR/a. If the leakage losses due to shaft sealing are also taken into account, this figure is bumped up by another 383,000 t/a, adding up to an amazing 268,000,000 euros just for this one country.
The American Environmental Protection Agency (EPA) has discovered that 40,000 t of volatile organic compounds (VOCs) are emitted every year in the USA alone. Besides the economic damage, the environmental contamination is considerable.
The advantage of bursting discs
The German manufacturer Rembe, specialised in process safety and explosion protection for nearly forty years, urges all refinery operators to revise their opinions. Simply installing safety valves doesn’t make sense in every case. There are certain sensitive process areas where robust bursting discs are a better option.
Against this background, Rembe traditionally focuses on laser technology; the suitability of its two-layer reverse acting buckling-pin bursting disc (KUB) for this type of demanding process has been proven for many years. The BT-KUB mechanism is based on the buckling-pin principle by Leonard Euler. In contrast to other bursting disc manufacturers, Rembe manages without any mechanical scorelines. This is possible because the response pressures are accurately defined by Euler’s buckling pins, which are positioned by state-of-the-art laser technology.
Once the bursting disc is installed, it needs no further maintenance and protects the process or plant reliably. It only has to be replaced if it responds. By installing supplementary bursting discs, users can save a lot of money in the long term and thus combat exploding operating and maintenance costs.
Successful installation
In 2007, a renowned Canadian transformer manufacturer contacted Rembe for assistance. They had purchased bursting discs and holders from a competitor and installed transformers for a power company in Canada. Not long after installation, the first discs began to leak – a problem that couldn’t be easily remedied. After all, 204,000 l of oil were still in the transformer circuit. The manufacturer was now in a precarious situation, as a long-term solution had to be found fast.
Rembe engineers were therefore called upon to deliver an optimal solution to the power company’s leakage problem. The customer stipulated new bursting discs tailored to the existing dimensions. Rembe’s answer was to develop KUB reverse acting buckling-pin bursting discs with special dimensions based on the BT-KUB® series and use them to equip forty existing installations. The company was very satisfied with the results and there has been no more leakage since.
At the end of 2010, an on-site inspection of every single installed bursting disc was carried out by a Rembe expert using a miniature camera together with the Canadian customer; neither leakages nor technical shortcomings of any kind were found. Two discs were removed and returned to the factory in Brilon, where they were tried and tested by the German Technical Inspection Agency (TÜV) in a burst test. Even after two and a half years of service in Canada under the most extreme conditions, the discs still fulfilled the customer’s technical requirements in every respect. This outstanding test result was interpreted as further confirmation that the decision for Rembe was the right one.
cpp-net.com/0312444
Share:




{kind=link}