



Firmen im Artikel

It was not without reason that the first rupture discs were developed for the oil and gas industry. Whether as standalone pressure protection, as secondary protection or in combination with a safety valve, the range of possible applications is vast: drilling rigs, dust collectors, flares, catalysts and columns are just a few examples. For heat exchangers, standards such as ASME expressly recommend rupture discs, as they have faster opening times than safety valves. In polymerisation devices, a rupture disc protects the safety valve from the process medium and thus prevents the valve from sticking in the lift position. Rupture discs on flares ensure that the gas to be burned is safely guided to the flare at all times.
Low risk of failure
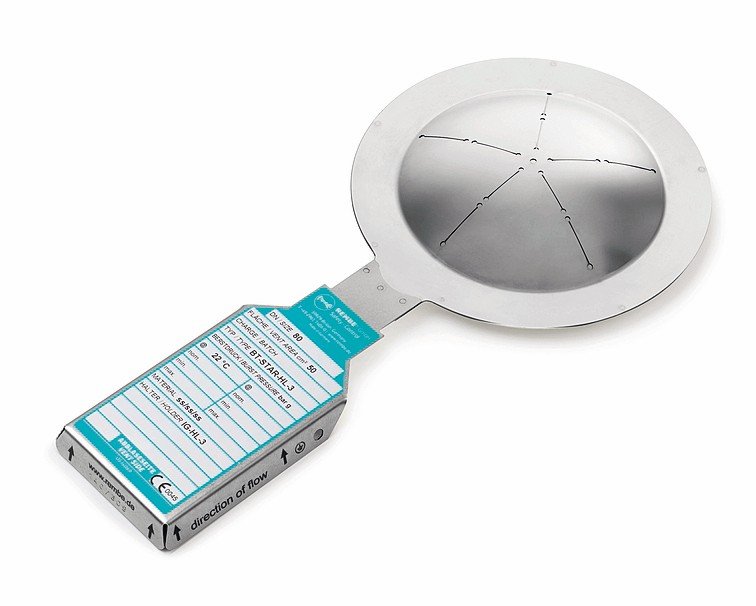
Like safety valves, rupture discs are purely mechanical components which, in contrast to electronic or pneumatic safety devices, entail little or no risk of failure. Flat rupture discs, often used for storage tanks or other low pressure system components, are generally installed directly between the flanges. They consist of one or more layers and are made either from plastics such as PTFE or from stainless steel. Domed rupture discs differ with regard to the number of layers, the materials used and the type and shape of the predetermined breaking points.
The term “forward acting rupture disc” covers all types whose domed side faces away from the process when installed. The predetermined breaking points of these discs are positioned on the top of the dome with multi-layer designs, so that they cannot become sticky or otherwise damaged by the process medium. This ensures that the defined response pressure is guaranteed at all times. The situation is identical with reverse acting rupture discs. Here, the domed side faces towards the process and the predetermined breaking points are located on the underside of the dome, on the side facing away from the medium. Since the process pressure of reverse acting rupture discs acts on the dome, a comparatively high operating pressure ratio can be achieved. Due to its excellent resistance, this type of rupture disc is also available in special versions for high-pressure applications with a burst pressure of up to 5000 bar. Both forward and reverse acting rupture discs can be installed in a holder or directly between flanges. The latter option is often chosen for burst pressures below 1 bar and low process tightness requirements.
Combination with a housing
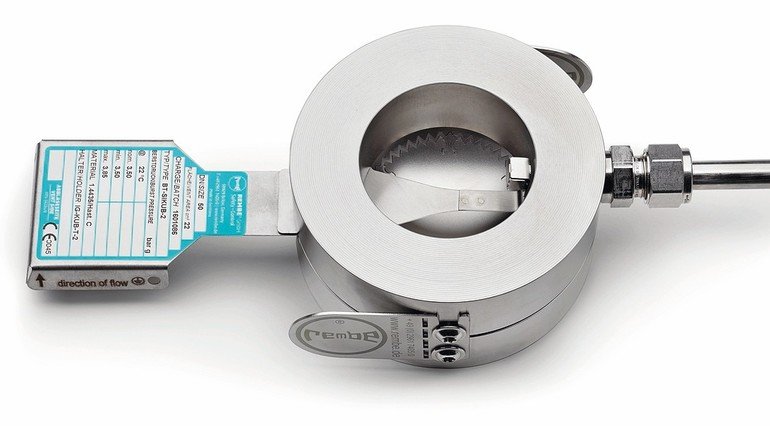
Reverse acting rupture discs are sometimes installed in variants which, though also referred to as rupture discs, are actually a combination of a rupture disc and a surrounding housing. These compact rupture discs are regarded by manufacturers as the supreme discipline, since they respond at very low pressures due to their high-quality design yet simultaneously offer good vacuum resistance, even up to high vacuum conditions. They comprise a housing, a reverse acting rupture disc and a three-section knife mounted above it. When the burst pressure is reached, the rupture disc is pressed against the knife and opens. This type of rupture disc is a particularly interesting alternative whenever low burst pressures, very high leakage rates (up to 10–10), high vacuum resistance or special connections are required. The applications in question tend to be non-standard. Rembe’s compact UKB LS rupture disc is used in deep sea applications, e.g. for the production of oil or gas, as well as in space satellites. Autoclaves, cryostats and various other plant components can be protected extremely effectively in this way. Rembe specialises in compact rupture discs and has been a trusted supplier for a broad range of industries worldwide for over
45 years.
Graphite rupture discs are also possible in addition to the above-mentioned designs, which usually consist of metal and may contain plastic layers. They are mainly used in processes involving highly corrosive media, low pressures, extreme temperatures and outstanding leak-tightness, for example for acids, chlorine or chlorides.
Customised solutions and rupture disc holders
Rupture disc combinations and customised rupture disc holders
are less well-known but nevertheless attractive for many processes. Bi-directional rupture discs are a combination of a forward acting and reverse acting rupture disc which open in both directions at different pressures. This disc type is a popular choice whenever both (intentional) overpressure and (unacceptable) vacuum can occur.
Rupture disc holders for pre-assembly facilitate the installation of the rupture disc unit, especially at points that are difficult to access. The rupture disc can even be installed in the holder in the workshop, so that only one element has to be handled at the installation site. Heatable or coolable rupture disc holders are recommended if a certain temperature is decisive to maintain the state of aggregation, for instance to prevent polymerisation. However, it should be noted that with this type of conventional holder, the cooling or heating medium is traditionally guided through the interior cavity in an uncoordinated manner. Some suppliers meanwhile offer additively manufactured holders with an intricate circulation system inside that guides the liquid through in a targeted way. The desired temperature is hence reached quickly and permanently maintained at a constant level.
In double rupture disc holders, two rupture discs are inserted in series and the gap monitored to ensure that no back pressure builds up and no leakage occurs due to corrosion of the primary rupture disc. These holders are often found in processes that use corrosive, or above all toxic media. If corrosion or opening of the primary rupture disc is detected, the secondary disc ensures that no medium escapes until the first disc has been replaced.
Signalling devices for rupture discs
When a rupture disc opens, a follow-up action is usually necessary, for example, the system is switched off. Most operators use rupture signalling devices to ensure that this happens promptly. Various solutions are available, from simple rip wires to non-invasive sensors. Non-invasive signalling is the highest evolutionary stage and therefore deserves special attention here.
Standard signalling devices from Rembe contain at least one cable that must be brought out through the rupture disc holder. This represents a potential leakage risk. In addition, this cable must be routed to the next switch box again if the rupture disc responds and is replaced. Non-invasive signalling devices consist of a signal indicator that is mounted on the rupture disc. The associated sensor is screwed into a blind tap in the holder. If the rupture disc responds, only the disc and the signal indicator are exchanged. The sensor remains in place in the holder and there are no new cables to be routed.
Protection of safety valves
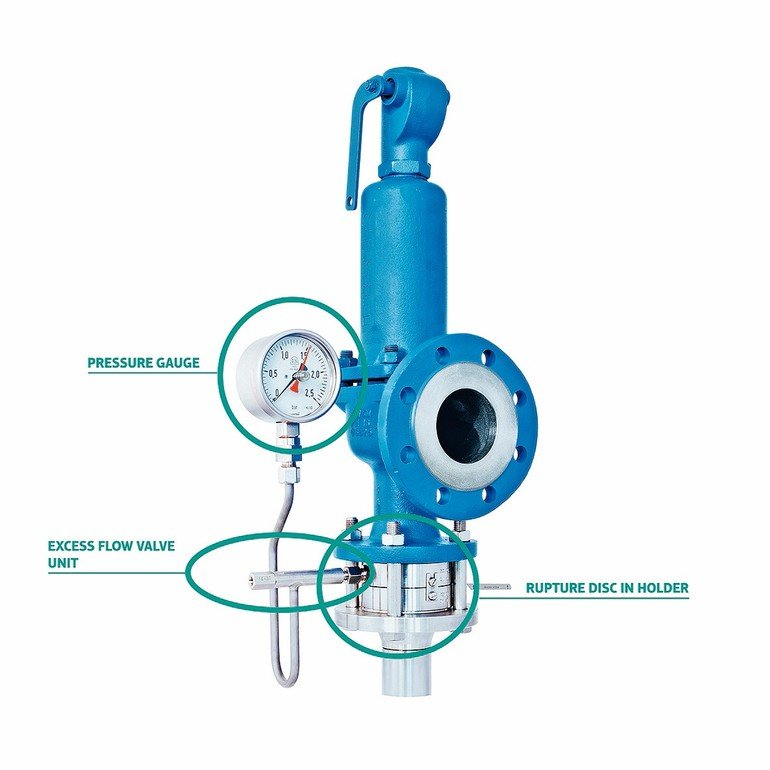
Safety valves are often used in refineries to protect against unacceptable pressure increases. Due to the aggressive process conditions prevailing in these systems, problems with the leak-tightness of the valves are not uncommon. The metal structure is attacked and damaged to such an extent that the system may well fail. This is a considerable cost factor for the system operator, which inspired Rembe to develop a rupture disc especially for protecting these valves. It prevents a safety valve’s functionality from being restricted due to broken or torn springs, corroded or torn bellows or rusting together of the valve discs and nozzles, in the worst case resulting in a total failure.
The rupture disc is installed on the process side and thus protects the valve from aggressive process gases. Since the disc is made of a corrosion-resistant material that is ideal for this application, combined rupture disc and safety valves can be installed in the system for between three and five years of normal operation without having to replace the disc. The rupture disc can be visually inspected on site. It is possible to check the function of the safety valve at the same time without removing it (in-situ test). Reinstalling the rupture disc after the inspection is not difficult if it is in perfect condition. It is not necessary to replace it as long as unacceptable overpressure has not led to pressure relief.
Online search: cppPC218rembe
Author: Michael Hüske
Sales Manager Process Safety DACH,
Rembe





{kind=link}