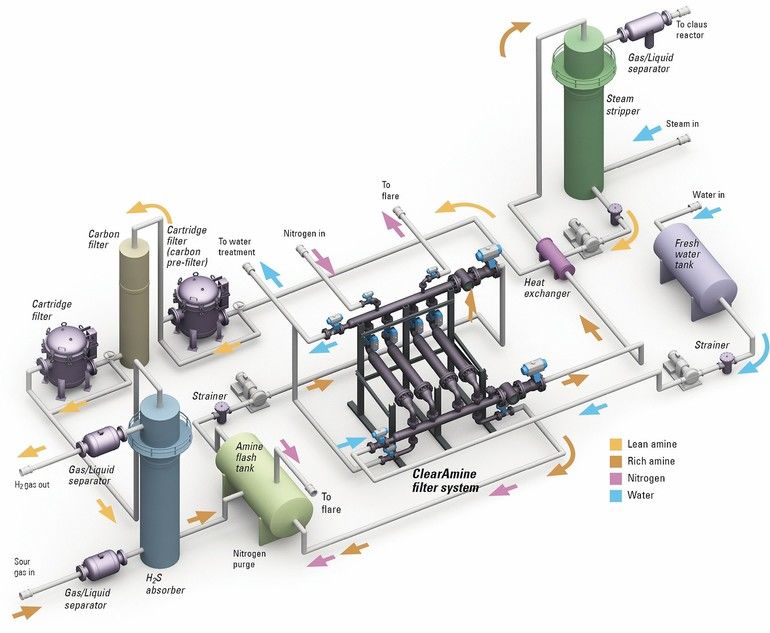

Amine scrubbing is a chemical process for separating carbon dioxide, hydrogen sulphide and other acid gases from gas mixtures. Slightly alkaline, aqueous solutions of amines (e.g. ethanolamine derivatives) absorb the acidic gas components. The fresh amine solution is fed to the absorber from the head at low temperature and slightly increased pressure. The acid gas flows through the column from bottom to top. The purified gas leaves the column at the top and the rich amine solution is pumped from the bottom of the column into the desorber. In the desorber, the chemical equilibrium is reversed at high temperature and low pressure and the bound acidic gas components are removed from the scrubbing agent, which is discharged via the head of the desorber. After filtration, the amine solution is returned to the absorber (see flow chart).
Plugging of the carbon filter
A vast majority of amine plants in operation today are older which all too often means their amine unit technologies are out of date, moderately inefficient and, more often than not, neglected. Because this has happened over time, maintenance and operations personnel often tend to be complacent since this is how the unit normally runs. While this is true of all components of an amine unit, an examination of amine filtration technologies provides some useful insights into the situation that can be more broadly applied. In the amine circuit filtration takes place before the amine solution is fed into the absorber. Less than optimal filtration is the proximate cause of many common maintenance problems. Perhaps the most frequent symptom is carbon filter plugging which is usually noticed as an increase in differential pressure across the filter due to excess contaminants being trapped in the carbon bed. The consequences are wormholes through the bed, increased frequency of regeneration, a shorter life for the carbon filter and unplanned shutdowns to service the carbon bed filter.
In nearly all cases the cause is poor performance of the upstream filter, usually due to the use of low-efficiency media in an effort to extend run times and reduce maintenance costs and related downtime. It’s a classic case of penny-wise, pound-foolish because the filter will pass excessive contaminants downstream where they will be captured in the carbon bed causing all of the issues mentioned above.
Foaming in the absorber
The next most common issue is plugging and/or foaming in the absorber. Here again, an inadequate upstream filter allows contaminants to pass downstream where they are caught in the trays of the absorber. This causes irregularities in the velocities of flows that typically lead to foaming. Foaming decreases the efficiency of absorption yielding excess H2S and CO2 in the off-gas stream, higher differential pressure in the absorber and ultimately an unplanned shut down to clean the absorber to regain proper operations.
Probably the most overlooked impact of improper filtration technology is on the heat exchanger. Because the rich line is typically left completely unprotected contaminants will collect in the shell and tubes in the heat exchanger. If ignored, this can lead to pressure drop problems and decreased heat transfer efficiency requiring unplanned maintenance to clean out the heat exchanger. While each of these issues involves what many consider to be typical maintenance activities, the truth is that none of them have to happen at all. Today’s filtration technologies make each of them completely avoidable.
High-maintenance filtration
To understand why, let’s look at the filtration architecture of a typical amine unit in use today. While there may be minor differences in amine systems, they all operate with the same basic process. This basic system can be found operating in virtually every facility. The good news is that it presents some key opportunities for improvement in efficiency, environmental impact and, even more important, operator safety.
The first issue to be addressed is the filtration technology itself. Bag and cartridge filters were the solution when most amine units were designed 50 or more years ago.
Let’s look at the filters on the upstream side of the carbon filter on the lean side of the loop. The media in these filters has a finite, but highly variable, life that is determined by the volume of contaminants in the stream. When they foul costly immediate and unscheduled maintenance is required. Changing contaminated bags and cartridges is expensive, labour intensive and can be dangerous. Whenever media is replaced operators are exposed to an environment that is hazardous and requires personal protective equipment. Any vapour or liquid released into the environment when the filter housing is opened is also hazardous and the subject of strict regulation. Finally, the contaminated filter media has to be handled and disposed of as a highly toxic waste with significant and costly environmental impacts.
Use of backwashing filters
All of these issues can be addressed and minimised with the application of filtration technology in the form of a backwashing filter. This has two major advantages. First, a backwashing filter has a self-cleaning function. In operation contaminants collect on the outside of the filter media, building a particulate cake that gradually increases the differential pressure across the filter. When the differential pressure reaches a pre-set value, flow through the filter is reversed to clear the contaminant cake that is flushed out of the system.
The impact of this technology on operator safety is obvious. If the filter does not have to be opened operators are not placed in a hazardous environment and the likelihood of accidents is minimal. The second advantage of a backwashing filter is economic. With no cartridges or bags to be replaced and disposed of all of the costs associated with them are eliminated. So are the downtime and labour costs required to change them. Those costs are not trivial. The cartridges used in amine filters can cost as much as 500 US$ each and many operations use a thousand or more filters annually.
Multi-step purge cycle
Backwashing filters were available when most amine units were designed, but the technology did not exist to use them with hazardous fluids like amines. The problem was that the process fluid had to be used to flush the filter and that still would leave operators with a quantity of contaminated process fluid to handle and dispose of, so there was no benefit. That changed when backwashing technology like that used in Eaton’s Clearamine system became available. This system uses a multi-step purge cycle to clear the filter of process fluid before it’s backwashed and then clear it of backwash fluid before it’s returned to service.
In the Clearamine system the filter is first purged with either nitrogen or fuel gas to remove the amine. Then the contaminant cake is removed with a backwash of water that is flushed out of the filter for disposal. Finally, the water is purged from the filter with nitrogen or fuel gas so the amine is not contaminated when the filter goes back on-line. At the end of the cycle only dirty water is disposed of.
Rich side filtration
Because of the operational and potential safety issues associated with bag and cartridge filters virtually all amine units place them on the lean side of the loop where amine and H2S levels are lower. That location, however, provides minimal protection for the heat exchanger and regenerator. Since a backwashing filter requires little to no maintenance, it may be installed on the rich side of the loop to protect all of the system components. In fact, simply adding a rich side backwashing filter on the rich side will do the work for the unit and it is not necessary for the user to change anything on the lean side as they can leave the existing units online.
Eaton Technologies GmbH, Langenlonsheim, Germany




{kind=link}