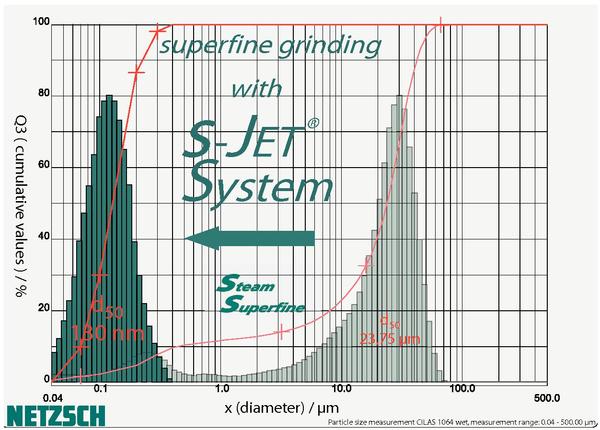
With the s-Jet system, sub-micron fineness, previously unobtainable by dry grinding, is now a reality. The s-Jet uses steam as a grinding medium and provides significantly higher discrete energy input. This increases the size reduction capability in a jet mill. Furthermore, the properties of steam can be utilised to enhance the classification process and produce unprecedented material fineness.
Stephen Miranda
To make finer particles, higher jet velocities are needed. These velocities can be achieved by using steam instead of compressed air as a grinding medium. Jet velocities of up to 1200 m/s are possible in this way – almost double the velocity that can be obtained with compressed air. Remembering that kinetic energy is the product of half the mass of the particles multiplied by the square of their velocity, it is easy to see that the discrete energy input on the particles increases nearly fourfold with steam. The global energy flow also increases by a factor of approximately 2.6, depending on the steam pressure. At a given particle size, the unit capacity can be increased by a similar factor as compared to air.
It is easy to understand that the higher discrete energy input due to the higher impact velocity can contribute to higher fineness. On the other hand, in a fluidised bed jet mill, we are still using the same internal classifier which is normally incapable of classification in the nanometre range. So how does steam really help us reach high fineness?
Classification process
In actual practice, after the energy flows have collided with each other with increased impact force and the particles between them have ground themselves to nanometre scale sizes, the fluid migrates upwards to leave the mill through the classifier. At the same time, the rising flow “drags“ particles of every size along with it. The drag force is responsible for the fact that the particles in the classifier are ultimately transported to its discharge opening. However, the larger particles must be prevented from leaving the mill at the same time. This is the function of an integrated air classifier (a radial rotor with paddles or blades). Its speed of rotation (up to 140 m/s) subjects the particles to centrifugal force. The particles are dragged spirally inwards by the drag force at the same rate as the speed of rotation in the “potential vortex” towards the rotor’s discharge opening. The centrifugal force acts against this and tries to transport the particles to the outside into the space around the rotor. Only particles up to a specific size therefore manage to complete the path into the discharge opening and thus be collected by a downstream filter.
If we take a closer look at the particles and the forces acting on them, we find that drag force is a function of:
- The cross-sectional area of the individual particle (its diameter and size)
- The relative velocity (the velocity with which the gas flows past the individual particle)
- The drag coefficient (flow resistance)
These interacting factors now try to drag the particles into the classifier. Centrifugal force (mass force) is a function of the mass (i.e. the weight) of the particle and the circumferential acceleration. This means that the greater the circumferential velocity and the greater the mass of the particles, the greater the centrifugal force as well. In other words, the greater the centrifugal force, the lower the possibility that the particles can be pulled back inwards by the drag force. As a result, particles above the critical size remain in the mill and can be subjected to a further grinding process.
Constantly increasing the classifier speed – an idea practiced in the past to produce finer classified material – no longer has the desired effect. The initial circumferential velocity (and thus ultimately the centrifugal force) is limited by the mechanical parts of the classifier.
The velocity of the potential vortex, i.e. the spiral flow between the bladed edge and the discharge opening of the air classifier, could be increased by any amount by restricting the diameter of the discharge opening according to the following formula: circumferential velocity times radius = constant. (In the current example this would mean that if the radius becomes smaller, the circumferential velocity increases and therefore the total value of the product of the two remains constant.)
Nevertheless, this idea must remain theory, because air and other gases cannot be easily accelerated beyond their speed of sound. Nature therefore sets the limit for classification. Further, since all gases are compressible media, an enormous pressure would be necessary to achieve the required high velocities. Pressure generation is energy intensive and this is costly. This is one of the reasons why maximum velocities of 200 m/s are used in practice to produce centrifugal force.
Beyond drag and mass force
We know the effect of increasing circumferential velocity and also its limitations. Beyond this, what can be done to enable us to control the finer particle sizes that can be achieved with the higher discrete grinding energy input from steam? The solution is to use gases which have a lower dynamic viscosity and a higher speed of sound than air – or vapours, which have the same tangible properties as a gas. Steam, already used for the grinding process, fulfils this requirement. Since steam has a higher sound velocity than air, we can achieve a substantially higher circumferential speed of the gas flow. Thus, the acceleration of the particles increases as well. If, for example, the circumferential velocity rises from 200 to 300 m/s, this means an increase by a factor (squared) of 2.25. The result: this rise in circumferential velocity alone simultaneously increases the effective centrifugal acceleration 2.25 times.
Centrifugal force is in turn mass times acceleration, which means the centrifugal force can be increased by the same value as the centrifugal acceleration. This is the decisive step which now enables us to overcome the limit to the nanometre range. The reduced dynamic viscosity also contributes to reducing the drag force on the particles. These two factors combined reduce the cut point of a classifier by a factor of 0.63. Hence, if the classifier can produce a cut point of 1 µm in air, it can achieve a cut point of 0.63 µm in steam.
Using steam as the grinding fluid in a fluidised bed jet mill opens new doors for the production of nanometre scale particles with steep particle size distributions in a dry process. Steam is the enabler to produce both a finer particle size distribution in the grinding process and a finer cut point in the classifier. It can also be used for coarser particle size distributions with a significant increase in unit capacity due to the higher global energy flow to the jet mill.
Hall 7, Booth 168
Online info www.cpp-net.com/2110###
Share:




{kind=link}