

Many applications involve accurate and smooth heating of products at temperatures below 100 °C. In addition, batch processes often also call for short heat-up times without overshooting set temperatures. Vacuumizer systems fulfil these requirements. They heat up processes in the temperature range from 50 to 110 °C using vacuum or low pressure steam.
Author Dr. Thomas Straeten Manager System Solutions, TLV Euro Engineering
Hot water and positive pressure steam are probably the heat carriers most commonly used in process technology. Hot water systems are technically mature and easy to handle, but they quickly reach their limits if very precise temperature control, constant heating temperatures or fast heat-up times are necessary. The latter are especially important with batch processes because the heat-up time directly influences the daily output. Due to the temperature difference between the afflux and reflux, isothermal heating cannot be achieved over the whole heat transfer area. The reaction to changes in the set temperature or flow rate is relatively slow, so that accuracy better than ±3 °C is difficult to realise.
Furthermore, possible improvements in control accuracy or the temperature gradient between the afflux and reflux demand a huge quantity of recirculated water and hence large facilities with more energy loss.
Processes with heat-up temperatures above 100 °C or products which are insensitive to temperature are heated by steam for this reason. The heat transfer to the heating area is very high with steam (the average heat transfer coefficient is 10,000 W/m2 K compared to 3000 W/m2 K for hot water). During condensation, heat is released at a constant temperature over the entire area. As long as the heat exchanger stays free of condensate (without stall), the control reacts sufficiently fast and sufficiently accurately to flow rate changes or disturbances. The very high specific heat capacity of steam and the corresponding energy density compared to other heat carriers are responsible for the system’s compact design.
Conventional hot water systems are often used to heat up processes below 100 °C or to heat temperature sensitive products, even though the advantages of steam systems are well known. One reason might be that steam tables usually start at atmospheric pressure and 100 °C. Many users are therefore not aware that steam can be used in vacuum conditions. Another aspect could be that the term “vac-uum” seems to imply an elaborate process that entails complex technology, which is not actually the case at all.
In fact, the requirement for short heat-up times without exceeding the set temperature in low temperature ranges tends only to be inadequately fulfilled by hot water systems. Steam used in vacuum conditions is, in other words, an interesting alternative. Even at low heat-up temperatures, plant operators can still enjoy the advantages of steam heating:
- High rate of heat exchange, resulting in short heat-up times
- Isothermal heating, leading to higher prod-uct quality
- Excellent controllability
- Compact design, avoiding heat loss
The unusual challenge
Water drainage from the heat exchanger is an important task with low temperature steam heating. Severe throttling of the control valve is required to control a low set temperature (e.g. steam pressure at 60 °C corresponds to 0.2 bar abs.). The steam pressure behind the control valve is consequently lower than the (at least atmospheric) back pressure, which is exerted by the condensate return system on the downstream side of the trap. As a result of this, any condensate which is formed is blocked and stall occurs. The heating area of the heat exchanger is flooded with condensate and the product temperature decreases. As a reaction to this temperature drop, the control valve opens (almost fully). Steam blows into the heat exchanger under high pressure, possibly leading to dangerous water hammer at the instant when hot steam contacts cold condensate.
The product can also be overheated because in most cases the control is not fast enough to throttle the valve again. This cycle is repeated, causing undesirable temperature fluctuations.
An efficient condensate removal concept is a must for a successful low temperature heating system operated by vacuum steam. Employing a conventional vacuum steam system and liquid ring pumps is therefore very difficult.
Condensate under control
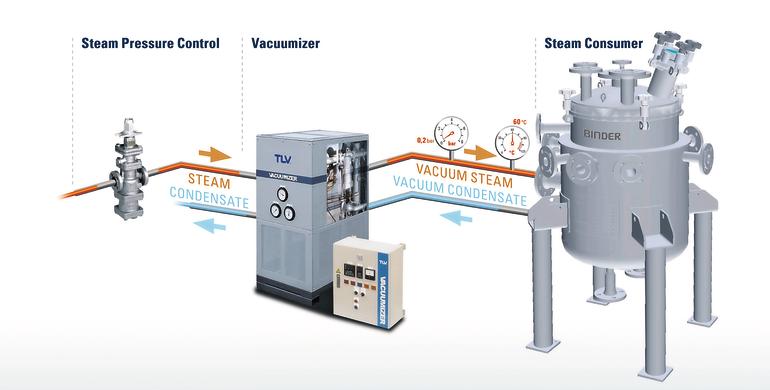
Using a well-established vacuum steam system resolves all of these problems. The TLV Euro Vacuumizer comprises a V-COS vacuum pressure control or a pilot valve such as CV10, a de-superheating unit and a vacuum unit with a condensate ejector pump. This system can heat up processes in the temperature range from 50 to 110 °C with an accuracy of ±1 °C. It allows short start-up times without exceeding the set temperature. Vacuum steam at set temperature is used during the start-up phase, so that no overheating occurs. The condensate ejector pump first of all evacuates the entire steam space with the steam inlet closed. The condensate is circulated through the ejector loop, causing underpressure at the ejector nozzle, which aspirates air or condensate from the consumer and the pipes. This underpres-sure is controlled by the temperature of the circulating condensate. The condensate temperature is maintained at a slightly lower level than the required vacuum steam temperature either by indirect cooling via the heat exchanger or by cold water which is supplied directly into the reservoir of the pumping unit. After evacuation has taken place, the steam inlet is opened, allowing steam to be fed into the system. On passing the vacuum steam control valve, the vacuum pressure is set, resulting in a vacuum steam temperature according to the steam table. This method of control is common when heating with positive pressure steam.
There is a likelihood that the steam will be superheated, especially at higher pressure reduction ratios. This effect can be disregarded with general steam applications in positive pressure ranges, but is significant for low temperature heating with an accuracy of ±1 °C. To guarantee truly isothermal heating, the pressure regulator is followed by a simple yet effective de-superheater: a needle valve injects a fixed amount of condensate into the steam pipe from the pressure side of the ejector loop.
Any excess condensate is removed downstream by a highly efficient cyclone steam separator with a built-in free-float condensate trap and fed into the condensate pipeline. As a result, high quality saturated vacuum steam is supplied to the application. The sophisticated design of the condensate ejector pump ensures not only the evacuation of the steam space by the underpressure which is created but also proper drainage of the condensate from this space. All the other components are standard, proven valves such as control valves, steam separators, etc. of the kind used in conventional steam systems.
The aspirated condensate is discharged either via the overflow of the pumping unit’s reservoir or by means of the level controlled discharge valve on the pressure side of the centrifugal pump, which pumps the condensate through the loop. In this case, discharge heads of up to 30 m can be achieved.
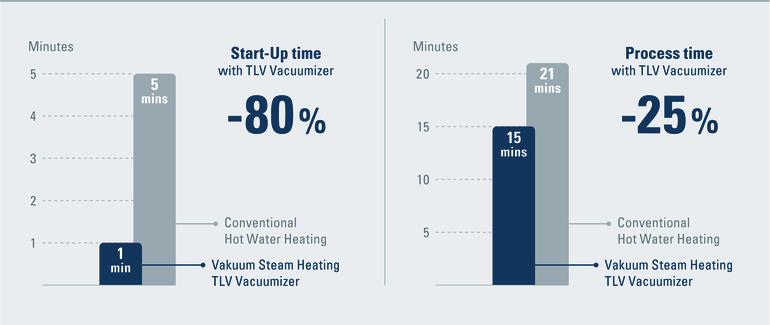
An additional temperature control can be installed to further enhance accuracy, depending on the application. Apart from precise temperature control and extremely short start-up and heat-up times, the Vacuumizer also has a very compact design and low energy requirements compared to equivalent hot water systems. In a nutshell, this system kills two birds with one stone: control accuracy is doubled while heat-up times are halved.
Halle 8.0, Booth C24
cpp-net.com/0215447
Share:




{kind=link}