



Littering of plastic has escalated into a
global environmental problem. Unfortunately, the following applies to the vast majority of polymer products: regardless of the form in which they are introduced into nature, the degradation under atmospheric conditions either does not take place at all or only extremely slowly. This endangers the environment to a great extent. Especially the oceans are particularly affected by the significant amounts of plastic waste. In the meantime, complete „plastic islands“ have emerged in unimaginable proportions in the North and South Pacific.
Due to this global challenge, the recycling of plastics is increasingly becoming the focus of the general public. The goal should be a circular economy, i.e. ideally a worldwide, closed cycle of plastic products. Currently, recycling is mainly carried out using mechanical processes. For this purpose, the plastic waste is sorted according to the type of plastic, then washed, melted down and processed into so-called recyclates. These recyclates replace the use of new plastics based on fossil raw materials and save on CO2 emissions. During mechanical recycling the chemical structure of the plastics remains. Mechanical recycling of plastic waste is very common, for example in the area of PET bottles, but reaches its limits when the starting material is contaminated or not of the same type. To get decisively closer to the goal of a circular economy for plastic, more sophisticated solutions are required. The very largest, widespread plastic waste fractions – for example the contents of the „yellow bags“ or the „yellow bins“ of the German waste management system – contain many impurities. To successfully return these mixed fractions to a cycle, both mechanical and chemical plastic recycling processes must be established on a large scale.
Chemical recycling in practice
With some chemical processes, valuable starting materials such as monomers, oligomers or mixtures of hydrocarbon fractions can already be recovered – even from heavily contaminated polymer mixtures. These are very similar to fossil raw materials in their composition and can be reused accordingly for the production of fuels or plastics.
In relatively robust processes, such as pyrolysis or hydrocracking, the polymer chains are broken by the action of pressure, heat and catalysts. In most cases, this results in a mixture of different molecular fragments. From this artificial crude oil, the companies produce fractions that are suitable as fuels or, like the crude oil fraction naphtha, can be fed back into the processing chain relatively far upstream.
Solvolysis, which takes place under mild conditions, uses solvents to separate impurities and mixed plastics from one another, resulting in purer products. As with mechanical recycling, the long polymer chains can be retained.
The focus is currently on new processes that function either conventionally catalytically, biocatalytically or photocatalytically and can therefore run under even milder conditions. This not only has an advantage in terms of the energy balance but also in terms of the product range – ideally, the individual monomers of the recycled plastic waste can be recovered in a very targeted manner and brought back into the polymerisation process as a drop-in fraction.
Major process challenges
In the first process step of the respective recycling process, the input material for the dissolving or melting process must be prepared in such a way that trouble-free operation and a reproducible process result can be achieved. Due to the sometimes strongly varying nature of the plastic waste, this is exactly where the first, major process challenge lies.
Not only the quality and purity of the input material usually vary to a large extent, but also central parameters such as bulk density, particle size distribution or the wettability of the starting material play a decisive role.
Depending on the process, very high viscosities or even higher rheological challenges, such as yield points, are to be expected. In such demanding media, not only the general mixing processes such as homogenisation and suspension, but also the heat transfer should function reliably. Sophisticated and efficient stirring technology is required if the initial mass is to be homogenised accordingly and brought to the required process temperature in the reactor. Mixing and agitating technology are core competencies of Ekato. The fields of activity of the Schopfheim-based family business also include the development and optimisation of stirring systems for polymer recycling.
Mixing solutions with impellers
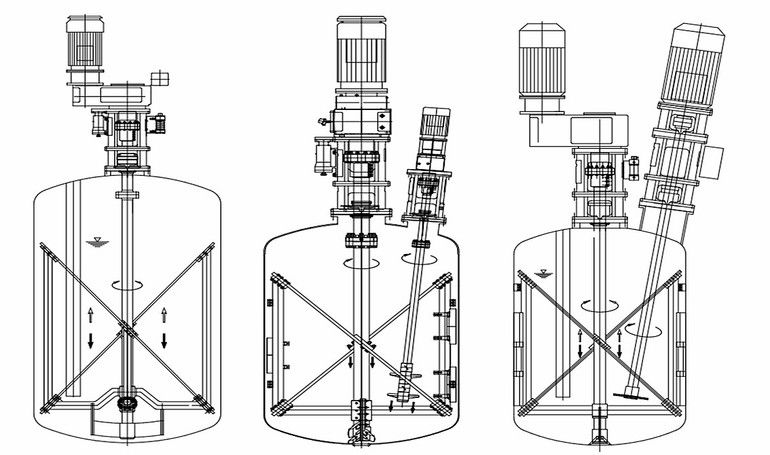
For high-viscosity products, wall-scraping, forced-conveying mixing systems are typically used. It is important to ensure the shortest possible mixing time in the laminar flow area. Traditionally, these are often helical or anchor impeller systems. Modern mixing systems such as the Ekato Paravisc or Paraseg deliver mixing times over the entire viscosity range that an anchor stirrer cannot achieve due to its purely tangential mode of operation.
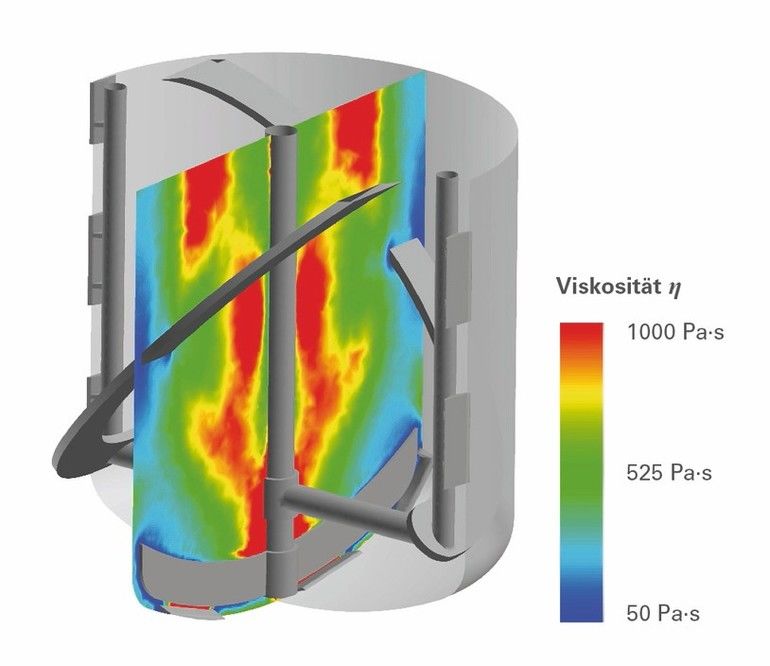
With the Paravisc, axial mixing is achieved through the unique shape and arrangement of the two main blades. Depending on the application, this agitator can be operated both upwards and downwards. For example, if it conveys downwards, the fluid is pressed down the wall, changes its direction of movement on the bottom and flows towards the surface in the area of the agitator shaft. From the centre of the surface, the fluid moves to the edge area and is pulled down again by the impeller blades. This ensures that all points in the vessel are mixed and no dead zones can appear. With this impeller, the introduction of shear is at its maximum in the gap between the vessel wall and the agitator. Here is also the place of the highest energy dissipation.
For batch processes with strongly changing viscosities, the Paravisc can also be fitted with internal baffles in order to provide sufficient power even at low viscosities. A bottom anchor ensures homogenisation in the bottom area and controlled discharge of the product.
The Paravisc is used as a frame agitator within a multi-shaft or coaxial agitator system for shear-thinning products, substances with a pronounced yield point or suspensions with a low liquid content. It is then used in particular for homogenisation or to improve heat transfer.
Another agitator for high-viscosity processes is the Paraseg. In contrast to the Paravisc, individual outer blade segments are connected to the agitator shaft. Although this eliminates the possibility of installing an internal baffle or other devices between blade and shaft, the advantage of rapid homogenisation in the laminar flow area is largely retained and is still orders of magnitude higher than the performance of an anchor impeller.
Thus, the Paraseg is not quite as flexible in use as the Paravisc, but it represents a more economical process alternative in the area of medium to high viscosity homogenisation.
Customised reactor concepts
For certain chemical recycling processes, such as thermal processes that work with polymer mixtures or PET recycling processes, some processes are already being established well beyond the pilot scale. Some solvent-based processes (solvolysis) as well as different catalysed processes are meanwhile on the way from the pure, promising process idea to a pilot plant. At this point, Ekato offers the principle of the tailor-made reactor concept. On the basis of joint development agreements, reactor concepts are developed from the customer processes – which have been tested in the laboratory – and implemented as a scalable, modular system on a pilot scale.
Ekato supports innovative companies in the development of depolymerisation technologies with its know-how and expertise in mixing and reactor technology. Processes with different types of plastic waste can be tested and optimised under realistic conditions on a technical scale in the technology centre in Schopfheim or in pilot plants tailored to the respective customer process.
Based on the findings from pilot tests, the engineers develop a reactor system tailored to the needs of the customer. They use modern engineering tools such as CFD and FEM to solve complex engineering problems and make better, faster design decisions and validations – even before the depolymerisation reactor is built.
Ekato has the process and engineering know-how to customise reactor systems for the following depolymerisation processes – always tailored to the customer’s specific process and operating conditions:
- High-temperature reactor systems for thermochemical depolymerisation such as pyrolysis, thermal cracking and depolymerisation, catalytic decomposition and hydrocracking
- Reactor systems for solvent-based depolymerisation such as alcoholysis, hydrolysis, ammonolysis and photocatalytic depolymerisation
Ekato not only develops and supplies customised, industrial reactor solutions for chemical recycling processes, but also for the production of bio-based and bio-degradable monomers and polymers. The process optimisation and design, the engineering and the delivery of the modular reactor units (skids) are all from a single source, without complex interfaces.
EKATO Rühr- und Mischtechnik GmbH,Schopfheim

Author: Dr. Bernd Nienhaus
Product Manager Process Technology,
Ekato Rühr- und
Mischtechnik

Author: Peter Rojan
Head of Process Plant
Solutions Group,
Ekato Rühr- und
Mischtechnik




{kind=link}