Progressive cavity pumps are positive displacement pumps that handle fluids gently with only minimal shear or turbulence. They are suitable for fluids with very high viscosities and solids contents, no matter how large or abrasive the particles. They can deliver high pressure of 48 bar or more. Even high vapour pressure (low NPSH) or multiphase fluids are not a problem. With their linear curve and low pulsation they are also ideal for dosing applications. Since progressing cavity pumps were originally used in waste water treatment plants (WWTP), their design and production are optimised for this market. However, they can also be employed as a rule in petrochemical applications, though the much higher demands there on pumps can be a problem. Furthermore, the petrochemical industry is based on US standards whereas most PCP manufacturers are located in Europe. The complex measures which are necessary to adapt their standard pumps for use in the petrochemical industry have a dramatic effect on both price and delivery time.
Typical PCP problems
Two issues, in particular, give rise to debates and result in customising, namely the housing and the shaft seal. The typical PCP cast housings frequently fail to meet the requirements of US standards:
- Design pressure (MACP) 16 bar, in line with ASME flange ratings or to achieve higher containment pressure for upset conditions
- Operating pressure 12 bar if the pump operates clockwise
- Suction and discharge region designed for the same MACP (API 676 para. 6.3.3.2)
- Fully ASME compliant flanges
(para. 6.6) - Nozzle loads as per API 676 (para. 6.7.1) or higher to simplify the piping layout
- Flanged casing drain (para. 6.4.2)
- Corrosion resistance exceeding 316 stainless steel
- Norsok qualification
An order-specific welded design is the rule, with associated high costs for planning, approval, manufacturing, non-destructive testing and inspection as well as documentation.
PCPs typically have articulated rotor joints to allow for the eccentric rotor movement. A rotor with such joints comes with assembly restrictions that are not compatible with an API 682 mechanical seal. At best, a heavily engineered seal in the spirit of API 682 is possible. PCP vendors generally use universal cartridge seals adapted to the pump’s dimensional restrictions.
Deviations in design
Other deviations and exceptions are rooted in the PCP principle itself and cannot be avoided. For example, the progressive cavity principle is based on permanent tight contact (clamping) of a steel rotor and an elastomer stator. There is no gap. However, an elastomer cannot be produced with the same precision as steel. This leads to performance tolerances exceeding the limits of API 676 (para. 8.6.3), in other words +3/-0 % of characteristic capacity. PCPs typically achieve +10/-5 % and the tolerance is even larger for small pumps or high pressure. Another problem is that the clamping contact makes the stator a wear part, which must be exchanged at regular, application-dependent intervals that are hard to predict. Non-stop operation over three years (API 676 para. 6.1) is something no PCP can ever guarantee.
The eccentric kinematics of the rotor have an effect on vibration. Assuming a given capacity, the vibration levels of a PCP are higher than with other API 676 pump types based on concentric motion. A standard PCP may well exceed the limit of 3.8 mm/s (para. 6.11). This low frequency vibration is inherent in the design and not a sign of trouble. Nevertheless, vibration is a limiting factor for vertical, semi-submerged PC pumps where the shaft can be several metres long.
Advantages of PCPs
PCPs typically operate at slow speed (100 to 300 min-1) – about 10 to 20 % compared to a centrifugal pump. There is therefore no need for exact alignment or balancing and the baseplates can normally manage without precision machined pads and jacking screws.
The shaft bearings of PCPs are grease lubricated and typically sealed for life. An oil lubrication system requiring monitoring and cooling can be dispensed with. It is common practice to do without dedicated shaft bearings altogether and use the gearbox bearings instead to support the shaft – these so-called block pumps also have no coupling. The shaft seals produce virtually no frictional heat. Seal cooling is rarely needed and the standard seal plans offered by PCP vendors often omit the cooler stipulated by API 682.
References to other US standards
Finally, there are references to other US standards, for example regarding gearboxes, bearings and welding. API 676 references AGMA (American Gear Manufacturers Association) and ABMA (American Bearing Manufacturers Association) standards and requires gearboxes to conform to AGMA 6010 or even API 677. However, no API 677 gears are available for a PCP’s ratings and drive configuration. The AGMA and ABMA standards are not used outside America. European gear manufacturers design and calculate according to DIN 3990 or ISO 6336.
For structural welding, API 676 references AWS D1.1 (American Welding Society). Yet once again, welding to AWS is unusual in Europe and hardly ever available. Structural parts are mainly welded according to ISO.
Online search: cppPC218seepex
Author: Matthias Liesenhoff
Senior Project Engineer
Engineered Solutions,
Seepex

Progressive Cavity pump: API 676 compliant
In the oil and gas industry, PCPs are often used to convey sludge or oily water as well as in situations where light hydrocarbons raise the vapour pressure to a level at which other pump types would cavitate. To make life easier for project engineers and offer buyers an attractive lead time, Seepex introduced a range of horizontal PC pumps called BNA that were designed with API 676 in mind. They eliminate the problems typically associated with the housing and the shaft seal and completely avoid welding. One of the main features of these BNA pumps are their heavy, cast iron housing with 50 bar design pressure. The pumps have Class 300 flanges and a flanged casing drain as standard. No-compromise, API 682 compliant mechanical seals are used. All materials are suitable for highly corrosive or harsh environments.
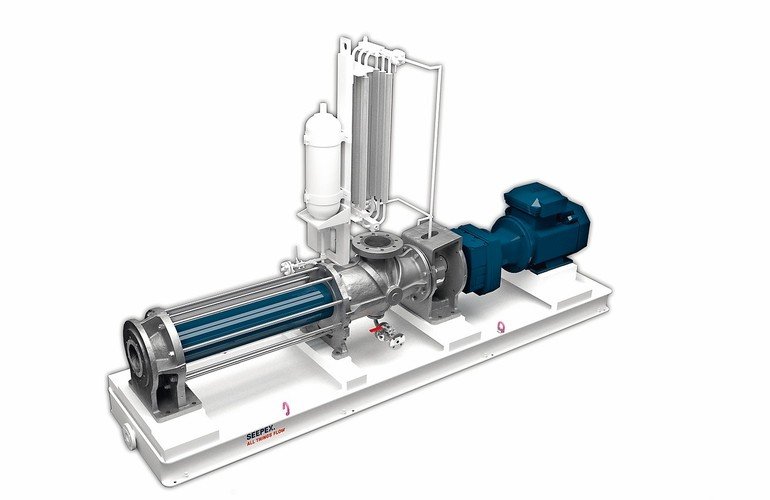 Seepex introduced a range of horizontal PC pumps called BNA that were designed with API 676 in mind
Seepex introduced a range of horizontal PC pumps called BNA that were designed with API 676 in mind


