
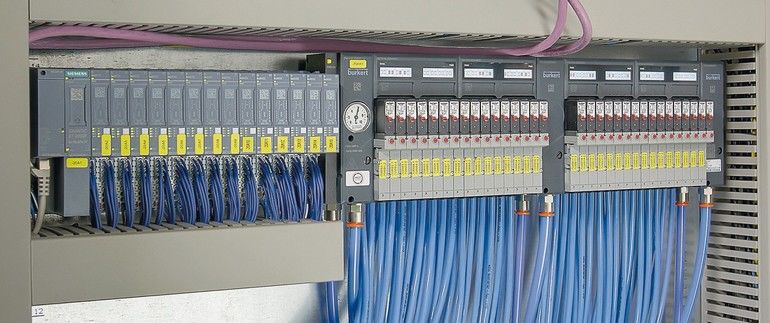

More than 20 years ago, the initial combination of a valve island and a powerful distributed I/O system paved the way for the success of valve islands in the process engineering environment. The Bürkert valve island Airline Type 8644, for example, has long since become the industry standard and can still be found in many applications to this day. Thanks to these devices, it was now possible for the first time ever to control electrical and pneumatic signals via just one bus line and to transmit the information to a higher control level. Users were able to integrate pneumatics and electrics into a single control cabinet and the number of bus participants within networks was reduced significantly.
Valve islands for Ex atmospheres
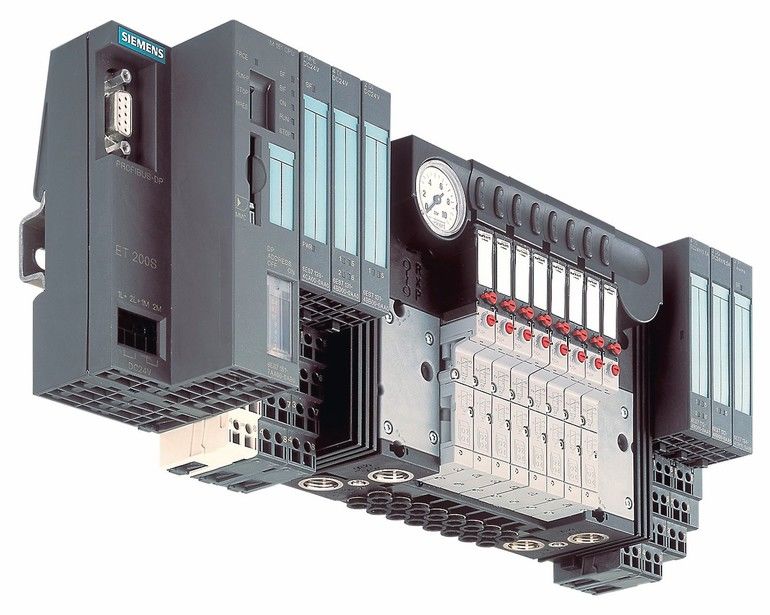
Since many users, particularly in the pharmaceutical and chemical industries, also have potentially explosive atmospheres within their plants, an intrinsically safe valve island variant was subsequently developed that can be seamlessly integrated into the Siemens ET 200 iSP distributed I/O system. Thanks to the valve island Airline Ex Type 8650, it was possible to use a uniform concept in both potentially explosive and non-hazardous atmospheres and also to carry out maintenance and diagnostics in potentially explosive environments. The integrated pneumatic hot-swap function allows the valve to be changed during operation under pressure and – thanks to the intrinsic safety in potentially explosive atmospheres – even when energised. Fail-safe signals can also be processed in potentially explosive atmospheres and correspondingly safe shutdown can be implemented for the pneumatics.
Growing requirements
Although the principles of valve islands have not changed drastically over the years, they still have to perform an increasing number of functions within a production line and meet high demands in terms of safety and operability. For example, safety functions must be easy to integrate. Additionally, integration into higher-level control systems or process control systems is required, as are diagnostic options, both on-site and remotely. Components must be quick and easy to replace or add on, and compact dimensions are also an issue.
Distributed integration
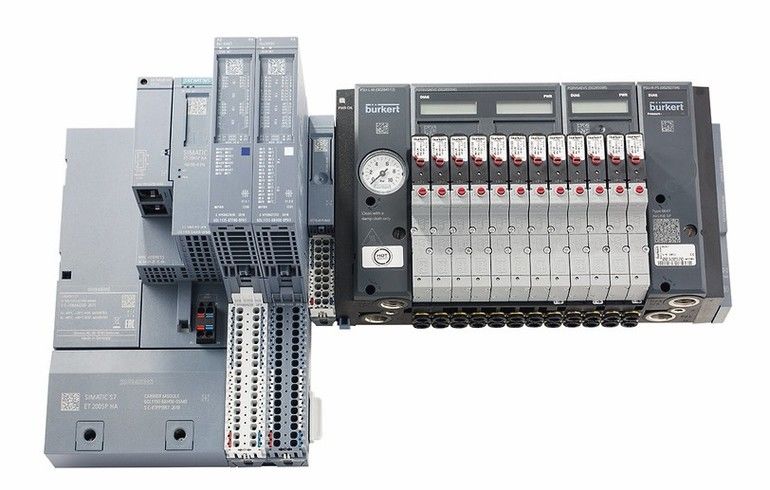
Thanks to experience and close cooperation with customers and users, these requirements have been implemented in the current valve island Airline SP Type 8647. Its integration into the distributed peripheral system ET 200SP from Siemens also offers users the added advantage of working within the familiar Siemens programming environment. For the first time, they can now read the status of the valve island, faults or process parameters directly on a locally installed LC display without the need for additional peripheral devices. In addition, the switching position of the pilot valves and the associated process actuators can be displayed graphically directly at the valve island. This mapping of digital input and output signals facilitates start-up, maintenance and troubleshooting. All the information generated at the valve island can also be processed in the controller, for example diagnostic data such as defective coils, open outputs or pressure fluctuations in the intake air. Two independent switching cycle counters generate messages that enable preventive maintenance. The new valve island also has a lot to offer when it comes to safe pneumatic shutdown. The valve modules can be de-energised via the optional EVS function. In this case, the supply circuit for the load voltage of the valves is interrupted by a potential-free contact. As soon as the safety function is active and the valve supply circuit has been interrupted, this information is shown on the local LC display and, if required, sent to the controller. Since internal communication is not affected by this emergency stop function, there is no loss of control in the plant at any time and users are always aware of what is happening in the field.
Saving space in the control cabinet
This simple but robust and safe solution offers users the option of emergency stop circuits directly at the valve island. If, for process-related reasons, it is not possible to implement block-by-block shutdown, i.e. simultaneous shutdown of several valve functions, users can utilise safety valves with a second electrical connection which can be retrofitted at any time, and shut them down individually via potential-free contacts. Safety functions can thus be retrofitted at all Bürkert valve islands without too much effort. A valve change under pressure during operation is enabled by the integrated P-channel shut-off. The built-in check valves protect the downstream process actuators against unintentional switching in the event of pressure surges or exhaust air build-up. To meet the demand for smaller sizes and more compact systems, the valve islands combined with the Siemens modules can be installed directly on the control cabinet wall or floor thanks to the universal Airline Quick floor installation plate. Up to 48 valve functions can thus be accommodated in a particularly space-saving fashion, and small distributed units with high signal density can be implemented directly on-site.
Maximum availability
Although valve islands have previously also been operated in redundant Profinet topologies, the current generation of the valve island Airline SP Type 8647 now goes one step further. It is seamlessly integrated into the Simatic ET 200SP HA (High Availability) distributed I/O system, i.e. combined in a compact yet powerful automation system. Compared to its predecessor, this new level of integration further enhances plant availability. Now, for the first time, valve islands in highly available and up to R1 redundant Profinet environments can be operated directly in a distributed peripheral system. In addition, thanks to complete software integration in the Siemens process control system PCS7, all diagnostic information and process parameters of the valve island can be monitored. This allows preventive and wear-oriented plant maintenance to be initiated and downtime to be minimised.
Firma mit Firmierung, Ort

Author: Heiko Kurtz
Field Segment Manager
Hygienic,
Bürkert




{kind=link}