
Throughout the chemical sector, processes operating at high temperatures and with highly corrosive process media are common. Traditional signalling devices were not always compatible with such conditions and therefore have often been over-looked as an additional accessory to monitor the status of the rupture disc. Developments in technology mean even companies in this sector can now use rupture disc signalling systems, helping not only to improve productivity and safety but also supporting with environmental concerns. Intelligent signalling solutions will keep informed about the status of the entire plant while not being affected by the harsh operating conditions. The Rembe product range encompasses some of the most robust rupture discs and signalling solutions available to add significant operational value within the chemical industry. The signalling devices can easily be integrated with customers control systems to provide visual or acoustic notification of disc burst or to shut down the plant where required.
Non-invasive signalling
For customers for whom compatibility with harsh operating conditions is of paramount concern the Nimu (non-invasive monitoring unit) is a reusable rupture disc signalling system designed for rapid notification of rupture disc activation even in the harshest chemical environments. The Nimu sensor is not in contact with the process meaning it is not affected by challenging process conditions or corrosive media.
The intrinsically safe Nimu is installed into a tapping within the outlet of the rupture disc holder, completely isolated from the process so it does not create any leak paths and is not damaged following disc activation – critical for chemical customers where leak paths cannot be tolerated.
With traditional membrane type signalling devices, false alarms were unfortunately commonplace, as the harsh operating conditions could cause the device to activate even if the disc itself had not opened. This false signalling would cause unnecessary and costly process downtime. Unlike these traditional devices, the Nimu is not negatively affected by the process.
Reusable signalling device
Additionally, membrane detection systems are single use, meaning additional replacement costs. With the non invasive system this additional cost is eradicated. Not only is the signalling device fully reusable following disc functioning it is also reusable after routine maintenance checks. Easy to inspect during such maintenance routines, its closed circuit design allows it to be refitted into the holder by the same operator inspecting the disc, simplifying and quickening the maintenance process, a must to meet the demanding productivity requirements within the chemical processing sector.
When used in combination with the Rembe IQ Safety Cockpit the operator can be instructed in the event of a system disruption and can implement the relevant emergency management protocols. The affected employees can be individually informed of a process shutdown and co-ordinated response to identify the cause and get the plant back up and running as quickly as possible.
Detect even sight leaks
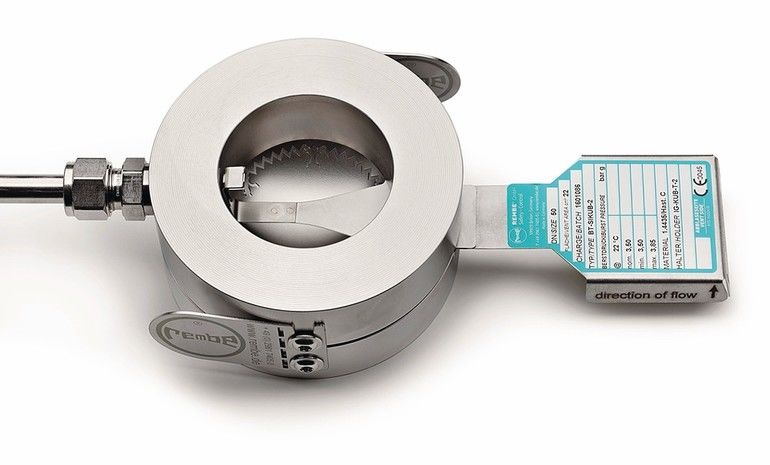
Having the ability to detect even a sight leak in a process could provide significant benefits. The SBK signalling device is a truly versatile design, not only ensuring the rapid and reliable notification of rupture disc activation also having the unique ability to monitor leakages of upstream rupture discs. Combining leak detection and signalling in a single unit for cost-effective monitoring, Rembe created this solution specifically for processes operating with high temperatures where alternative signalling systems may not be suitable. The polyimide foil remains stable when subjected to extreme temperatures ensuring long-term reliability with no risk of premature failure. For customers who were previously unable to use rupture disc signalling due to high process temperatures, the SBK may be installed in installation points where rupture disc signalling may not have previously been possible.
The SBK provides constant monitoring of the rupture disc and reliable notification of disc burst when connected into a process control system. Uniquely, for applications within the chemical sector where the loss of process media is costly or potentially harmful, the SBK signalling system can help detect even the smallest of leaks in the process improving efficiencies while maintaining safety and environmental standards.
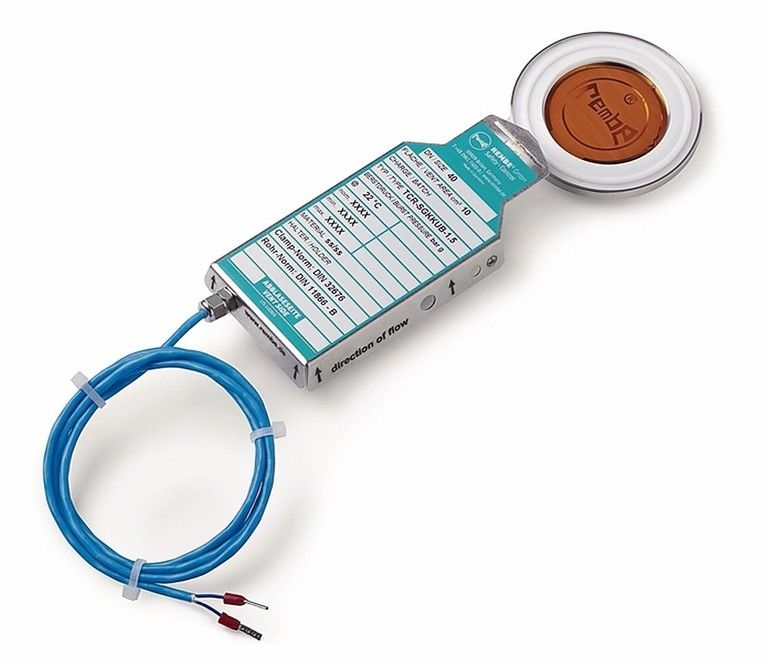
Low pressure solutions
Rembe also harnesses the same technology to create a rupture disc with integrated polyimide signalling in a single unit. Available with the reverse acting discs KUB and IKB as well as the triple section ODV, the so-called SGK versions offer burst detection built in to the rupture disc for use in low pressure applications where the Nimu for example may not be suitable.
Rembe GmbH Safety + Control, Brilon

Author: Claire Lloyd
Team Leader, Process Safety Europe,
Rembe




{kind=link}