
The market for 3D printing is currently in a phase of rapid growth. A constantly increasing number of applications in the automobile, aircraft and prototype construction industries are based on the AM (Additive Manufacturing) process. Additive manufacturing makes it possible to produce complex shapes with defined characteristics which could previously either not be manufactured at all or only by joining several parts together. The advantages of this process are obvious.
In modern AM processes such as SLM (Selective Laser Melting) a 20 to 100 µm thick coating of metal powder is applied. The laser melts the metal powder at those points at which the workpiece is to be created, causing the metal particles to fuse. A new layer of powder is subsequently applied and the process starts anew. This cycle is then repeated again and again until the workpiece is finished. The manufacturing times range from 2 to 24 hours, which limits the use of this process in mass production. The metal powders employed for such high-end applications in additive manufacturing are produced in various ways by means of gas, water or plasma spray dispersion. The disadvantage of this production method is that the exact, and very steep, particle size distributions required for the AM process cannot be achieved. For this reason, classifying is carried out following spray dispersion, so as to obtain a product with a steep particle size distribution that is tailored to the end user’s special requirements.
The solution
To achieve a good quality 3D-printed product, it is important that the powders used should be available in a narrow particle size window. The separation technology therefore plays a decisive role, as screening machines sometimes come up against their limits, for example in the fineness range from 20 to 60 µm. This problem manifests itself in the form of low throughputs and frequent blockage of the screen.
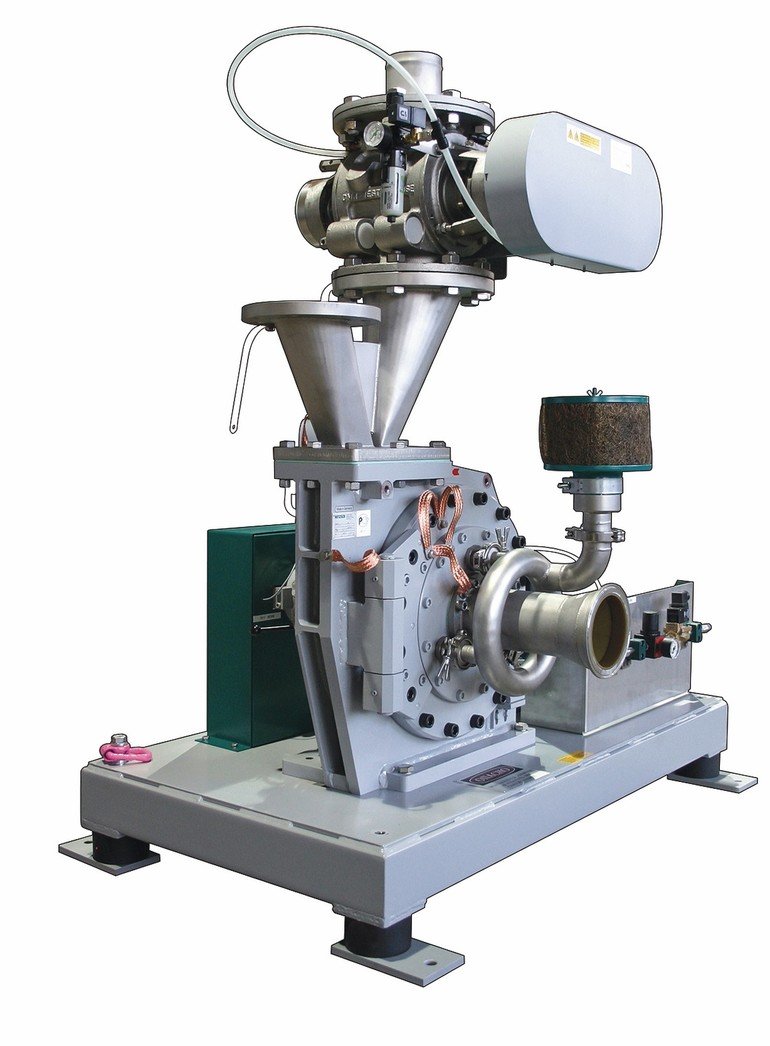
Netzsch can offer an alternative here with the high-efficiency fine classifier in the CFS/HD-S series (Picture 1), which demonstrates a high degree of efficiency with its separation sharpness and very precise product transport. It is virtually impossible for the feed product to be mixed with the rejected coarse product inside the classifier.
Classifying principle
An air classifier exploits the aerodynamic differences between particles in a two-phase flow (gas and solids) to separate them according to their rates of descent. Two fractions are obtained in this way, one made up of coarse and the other of fine particles. Both the material parameters (particle shape, size, density …) and the air classifier’s operating parameters (speed, volumetric flow rate …) influence the separation result.
The basic principle behind the different rates of descent derives from a power balance between two forces. On the one hand, there is a drag force in the direction of the fine fraction and on the other a repellent force in the direction of the coarse fraction. The drag force originates from the influence of the gas stream and is itself influenced by the dynamic pressure (due to the relative speed), the cW value (drag coefficient) and the particle surfaces in the flow. The repellent force originates from the acceleration of the particles through the classifier wheel back in the direction of the coarse fraction. The particle density and solid volume both exercise an influence here.
Classifiers are differentiated according to the active repellent force in the direction of the coarse fraction. On the one hand, only the earth’s gravitational field and on the other hand, a vortex created by the housing geometry can be used to generate acceleration. In this case we speak of static classifiers. Netzsch employs a dynamic classifier wheel in its machines to actively force the formation of a vortex in the flow, leading to acceleration. In this case we speak of dynamic air classifiers. The advantage of dynamic classifiers is the variability of the speed at which a vast spectrum of centrifugal forces is created, enabling – in interaction with the drag forces of the volumetric flow rate – a wider separation range to be set. Furthermore, due to the higher speed of a narrow vortex flow, a higher repellent force is created, resulting in an effective and fine separation limit in the equilibrium of forces.
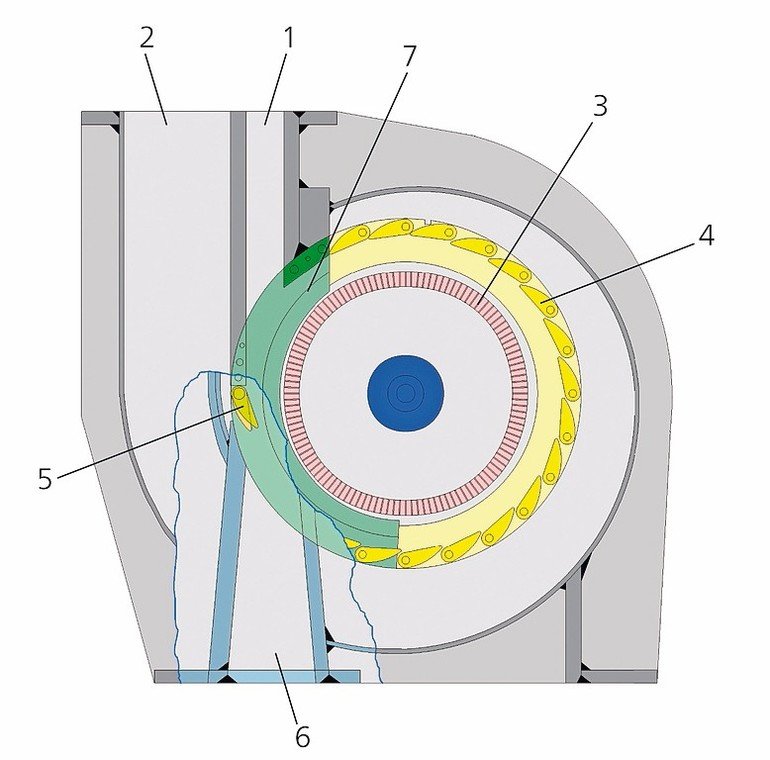
The CFS/HD-S high-efficiency fine classifier is used for ultra-fine classifying where ultrafine separation limits apply, e. g. in order to remove undesirable fines fractions (dedusting) or oversized particles. Picture 2 shows how the classifier works: the product enters the machine from above via a nozzle (1). The necessary process air is fed into the machine via a second nozzle (2). This air then disperses the feed product extremely finely and guides it to the classifier wheel (3) after it has flowed through a stator guide vane basket (4). The fine product exits the classifying chamber in the centre of the classifier. Coarse particles are rejected by the classifier wheel and then discharged downwards at the back of the machine (6) via the helical housing (7), which optimises the product flow. For difficult separation tasks, the coarse product discharge can be controlled by the position of the so-called coarse product flap. A further design feature of all Netzsch classifiers and mills is the co-rotating immersion tube installed in the classifier wheels, which effectively prevents oversized particles.
Dedusting of stainless steel powder
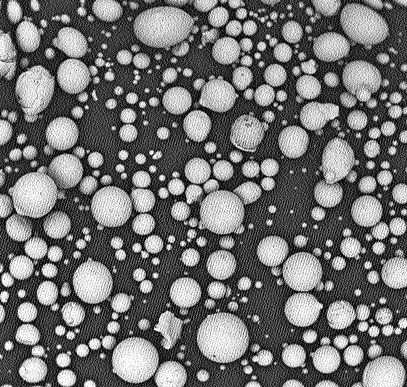
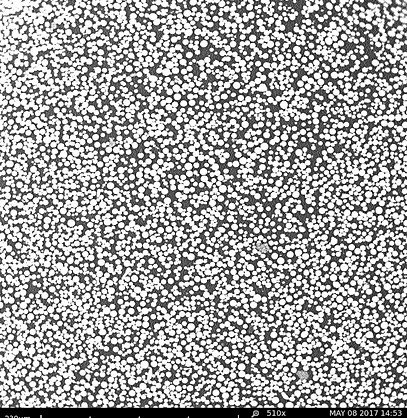
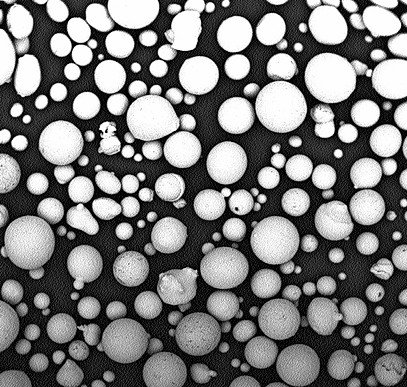
The sharp separation which is obtained in the dedusting process with the CFS/HD-S high-efficiency fine classifier was impressively demonstrated during the manufacture of metal powders for technically demanding applications. The feed product – stainless steel powder – had a fines fraction of 5 % 11 µm. The aim was to refine the product by reducing the fines fraction to 5 % 15 µm. Tests were carried out on a CFS 8 HD-S laboratory classifier (approx. 80 Nm³/h air). Due to the high bulk density of the stainless steel powder, namely 4.5 kg/l, a lower classifier speed (approx. 17 % of the maximum speed) was needed. The fines fraction was separated rapidly and reliably, so that in the final product the 5 % fraction of dedusted product had a particle size greater than 21 µm, in other words approximately 25 % higher than the specification (Pictures 3 and 4). The next important criterion for evaluating the dedusting performance is the yield, as the dust which is separated is often not required in the actual application. In this test, the yield was an impressive 98.7 %, meaning that product loss was a mere 1.3 %. In addition, the ability to change quickly between different products was key, as each stainless steel powder has its own particular composition. For this reason, a further crucial aspect was easy access to and cleaning of the Netzsch classifier plant. This is ensured by the hinged housing door and the removable guide vane basket.
A production plant with a significantly larger classifier was then designed based on the results obtained in the Netzsch test lab. The novelty of the complete classifier plant concept is that the classifier air is operated in a loop and the fine dust is almost completely discharged via a cyclone! No filter is necessary. This is possible thanks to the high density of the product. The various dusts can therefore be collected individually and with very little cleaning effort after a product change. This plant design allows over 100 kg of metal powders to be reliably dedusted for additive manufacturing. High availability is ensured at the same time. The powder manufacturer can thus react promptly and flexibly to customer demands.
Dedusting of plastic powders
The CFS/HD-S high-efficiency fine classifier can also be used to dedust plastic powders. The basic difference compared to metal powders is the density of the plastic. In this application example, the bulk density was only about 500 g/l and the product was moreover significantly coarser.
The task was once again to reduce the unwanted fines fraction. The fraction of particles smaller than 30 µm needed to be restricted to a minimum. At the beginning of the test this fraction was around 5 %. This aim, together with the desire to obtain as high a yield as possible in excess of 90 %, represented a major challenge. A production-scale test was carried out directly in the Netzsch lab on a CFS 85 HD-S classifier (approx. 850 Nm³/h). Due to the low density of the plastic powder, the machine was operated at approximately 30 % of the maximum speed. The result fulfilled all the specified requirements. The amount of 30 µm fine particles in the coarse fraction was reduced to 0.4 % while the yield was around 93.5 %. This high yield meant that beyond the unwanted 4.6 % fines fraction only 1.9 % of good product was separated as an overlap at the separation limit.
www.cpp-net.com
Online search: cpp0118netzsch
Author: Christian Höfels
Process Technology Development,
Netzsch Trockenmahltechnik

Author: Dr. Stefan Jung
Marketing Manager,
Netzsch Trockenmahltechnik





{kind=link}