



Additive manufacturing is currently en vogue. Which method is used to make components that are suitable for glass lining?
Dr. Reinemuth: In additive manufacturing with metallic materials, components based on 3D design data are produced in a powder bed using one or more laser layers. The process referred to as selective laser melting (SLM) can be compared with multi-layer build-up welding under a protective gas atmosphere.
Which components can be produced in this way?
Dr. Reinemuth: Due to the manufacturing process, the production constraints familiar from conventional production methods are to a large extent no longer valid. For example, additively manufactured channels no longer have to be circular, as is the case with drill holes, but can assume a more or less arbitrary shape. The outer geometry of components can also be freely designed within wide limits, without having to consider accessibility restrictions for processing tools. Thus, additive manufacturing is particularly suitable for process engineering components with the following characteristics:
- Complex external geometry, for example designed with flow considerations in mind
- Internal structures and geometries in the form of channels or cavities which can be used to transfer heat, for instance
- Several technical functions integrated in one component, so that sealing and joining surfaces are avoided
- Varying material properties, such as deliberately introduced porosities to accommodate catalysts or perform gassing processes
What other advantages does additive manufacturing offer?
Dr. Reinemuth: The pathway from the designed component or assembly to the finished, usable version is significantly shorter and swifter compared with conventional manufacturing. Components are generally available sooner as a result. The component variations which are often required in the context of process optimisations, such as different flow cross-sections, alternative dimensions, etc., can be additively manufactured quickly and affordably. In particular, the production of small quantities up to the optimised single piece is often faster and cheaper with additive manufacturing than when using conventional methods.
What are the limits of the additive process?
Dr. Reinemuth: On the one hand, limits are imposed by the space requirements of the selective laser melting facilities which are currently available. Large components with dimensions exceeding 800 mm in one axis cannot be produced additively in one piece today, yet they are easily manufactured using conventional joining methods. At present, component sizes tend to be in the 280 x 280 x 300 mm range. On the other hand, the choice of materials is still very restricted, although classes which are important for process engineering applications, such as 1.4404 or 1.4301 stainless steels and chemically resistant, nickel-based alloys like Inconel 728 or NiCr19NbMo, are already available. In addition, the regulations and procedures that must be adhered to in order to additively manufacture pressurised components needing certification according to the Pressure Equipment Directive have not yet been universally clarified and formulated.
Does Thaletec’s portfolio include any additively manufactured components?
Dr. Reinemuth: Thaletec has already developed several products, including some in collaboration with Jurec, an engineering consultant, which are manufactured using metal 3D printing. One of these products is a static mixer which mixes both liquid and highly viscous media in a piping system in the smallest of spaces while simultaneously heating or cooling them. In addition, Thaletec offers a gassing nozzle with a partially porous surface for mixing gases in liquids as well as a high-pressure reactor with an integrated heating or cooling coil.
What are the special features of this static mixer?
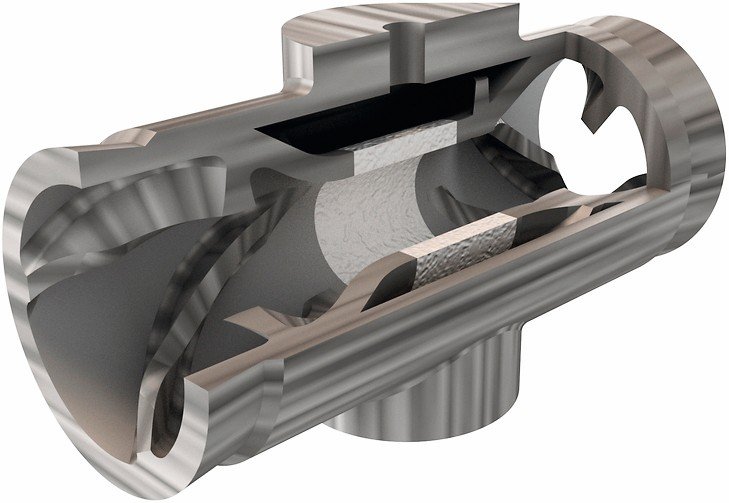
Dr. Reinemuth: The integrated system works on the principle of the helical mixer with spiral mixing elements; it is hollow inside and can be flowed through by a thermal fluid, such as water or thermal oil. The wall is very thin to allow optimum heat transfer. The thin-walled, stainless steel mixing elements are hollow inside and can only be produced additively.
The individual elements are made additively to order and then welded to the mixer. The connections at the pipe ends are also additively manufactured and given a streamlined design. To compensate for thermal expansion, an expansion joint (bellows) has been integrated into one of the connection heads. The helical mixing elements are dimensioned and designed to reflect the mixing task. Additive manufacturing allows each helical mixing element to be produced quickly yet individually.
What are the hallmarks of the 3D printed high-pressure reactor?
Dr. Reinemuth: The same applies, in essence, to the manufacture of the high-pressure reactor as to the mixer. A chemically and high-pressure-resistant pressure vessel was required in order to investigate chemically aggressive, toxic and explosive mixtures. This vessel needed to be cooled quickly and efficiently. Additive manufacturing allows the pressure vessel and the cooling jacket to be integrally designed. The low wall thicknesses which are vital for rapid heat transfer are hence feasible. The pressure-bearing wall is very thin and permits good heat transfer, yet the container can be loaded with up to 300 bar at a medium temperature of 200 °C. It would not be possible to manufacture the cooling jacket in the form of an integrated spiral using conventional techniques. Production in one piece also enables the vessel to be made available promptly and adapted easily to individual customer requirements. Furthermore, the surfaces in contact with the product are rendered chemically resistant with a glass lining.
What are the benefits of the additive process for the production of gassing nozzles?
Dr. Reinemuth: The fact that gassing in the new solution is initiated by a deliberately porous printed structure in the liquid flow is particularly noteworthy. In order to gain the maximum advantage from additive manufacturing, the conventional design template was analysed with regard to its technical functions. A functionally integrated one-piece solution which can be manufactured additively was then designed on this basis. In contrast to the conventional mixing nozzle, the additively manufactured version is also self-priming. The manufacturing costs were reduced to just 27 % compared to the original, conventional solution, which was systematically revamped. Instead of twelve pieces, which must be mechanically manufactured and assembled, the additively produced solution consists of only a single component.
Can all 3D printed components be glass-lined?
Dr. Reinemuth: Since all these components are made of stainless steel, they can basically all be glass-lined. 316L and 304 stainless steels or Inconel 625 and 728, amongst others, are suitable for glass lining. These are also typical materials for selective laser melting. The example of the glass-lined high-pressure reactor shows how modern selective laser melting, in conjunction with the traditional process of technical glass lining, can lead to innovative engineering solutions: the glass lining of the high-pressure reactor surfaces in contact with the product expands the field of chemically corrosive applications at temperatures up to 230 °C, where the resistance of the additively manufactured base material would not have been adequate. The high-pressure reactor consists of a special metal alloy which is suitable for glass lining and allows particularly thin, but non-porous and non-diffusive, surfaces with a roughness of less than 1 micron.
Are there any restrictions on the glass lining material?
Dr. Reinemuth: The technological properties of the glass linings are adapted to the respective base materials. However, their chemical resistance and thermal shock behaviour correspond to those of Thaletec’s normal chemical glass linings. The high-pressure reactor was glass-lined with Thaletec TPE 2000 pharma glass lining.
What alternative is there to glass lining?
Dr. Reinemuth: Thaletec has developed the new SiOCoat coating system for components made from standard stainless steels such as 316L (1.4404) or 304 (1.4301). SiOCoat is an inorganic, amorphous coating which, similar to a glass lining at up to 900 °C, is merged with the additively produced base material to form a gas- and diffusion-tight layer of approximately 0.2 mm on the surface. The coating can be either sprayed on or applied by dipping. The SiOCoat layer is characterised by good chemical resistance to acids and alkalis, thermal insulation properties and a high surface quality with a roughness depth of less than 6 μm. Components coated with SiOCoat can thus open up more applications for additively manufactured components without needing to lay down special requirements for the selection of the base material.
Are the 3D printed components already used in practical applications?
Dr. Reinemuth: Yes, of course. The examples I referred to are just a small selection of the components which are additively manufactured by Thaletec and then either glass-lined or coated with SiOCoat. The majority are covered by customer protection. The static mixer, though, is a Thaletec product. We regularly receive enquiries and orders to coat components. In many cases, we also redesign those components together with Jurec in order to optimise them for additive manufacturing.
Why are additive manufacturing processes not yet widely used?
Dr. Reinemuth: One of the major obstacles to the use of additively manufactured components is the fact that most of those employed in process technology are optimised for conventional production and the design options arising from additive manufacturing are not taken advantage of. Moreover, these new options are not, or not sufficiently, known to many design and development engineers. Hence, they are often unable to translate all the benefits of this new production technology into optimum technical solutions. Yet despite the restrictions and limitations I’ve mentioned, it is already possible and economical today to develop and use additively manufactured components in process engineering applications.
Online search: cpp0218thaletec
Hall 5.1, Booth C64
„Modern selective laser melting in conjunction with the traditional process of technical glass lining can lead to innovative engineering solutions.“




{kind=link}