


The principle behind the liquid ring vacuum pump was developed back in 1890 as the “water ring pump”. Due to their simple and robust design, liquid ring vacuum pumps are suitable for vacuum generation in applications where moist gases or vapours are evacuated or where condensation inside the vacuum pump tends to take place during the compression process. They are therefore ideal for wet processes and are the system of choice for low vacuum generation in process technology, the chemical industry and many other industrial applications.
Operating principle
Liquid ring vacuum pumps use water, or a liquid which is compatible with the gas or vapour to be evacuated, as the operating fluid. Ethylene glycol, mineral oils or organic solvents are also employed, as are other liquids that are already part of the process. The basic principle is the same for all sizes and versions.
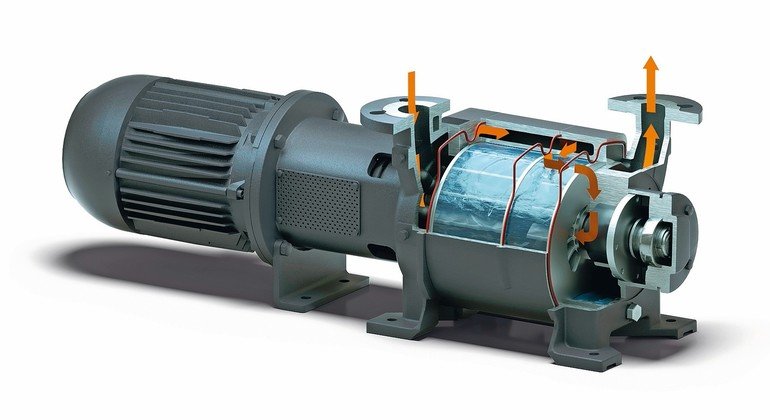
An eccentrically mounted impeller rotates within a cylindrical housing. This housing is filled with operating fluid to the extent that the impeller vanes are immersed in it. The rotary motion of the impeller and the resulting centrifugal force cause the fluid in the housing to form a so-called liquid ring. The gas is pumped into the spaces between the individual vanes and the liquid ring. Thanks to the eccentric arrangement of the impeller, the volume of these spaces changes, causing gas to be sucked in, compressed and discharged again. The liquid ring seals the individual spaces down to the cylinder. It is therefore sometimes referred to as the sealing fluid rather than the operating fluid.
Mechanism
Due to the operating fluid, this mechanism can only be used in the rough vacuum range. The reason for this is that the achievable vacuum level depends on the vapour pressure of the operating fluid which is pumped constantly through the vacuum pump. This allows a liquid ring vacuum pump to be operated at relatively low temperatures; in addition, the temperature rise of the medium is kept to a minimum during the compression process. Liquid ring vacuum pumps are hence perfect for pumping vapours and gases with a high moisture content. The low temperatures in the vacuum pump are favourable for the condensation of process vapours. To a certain extent, this means that the vacuum pump
simultaneously functions as a condenser and because condensation takes place when the mixture enters the vacuum pump, the volume is drastically reduced. Apart from the condensation effect, this also results in an increase in the nominal pumping speed.
The operating fluid absorbs the heat of compression and since liquid ring vacuum pumps are virtually isothermal, they offer advantages when pumping temperature
sensitive products such as polymers.
One significant benefit of liquid ring vacuum pumps is that both the operating fluid and the materials used for the components can be adapted to fit the medium being pumped. Corrosive or explosive gases and vapours can thus be pumped, too. Due to the low operating temperatures, pumping explosive materials can, in any case, be considered much less problematic than with other mechanical vacuum pumps.
Construction
A basic distinction is made between single and two-stage liquid ring vacuum pumps. In the single-stage version, the compression process described above is performed in one compression stage. In the two-stage vacuum pump, the pre-compressed medium from the first stage is conveyed to a second stage and compressed again. Ultimate pressures of 130 hPa (mbar) can be realised using single-stage liquid ring vacuum pumps, while two-stage versions can achieve up to 33 hPa (mbar).
Even the sizes vary significantly. Busch
Vacuum Pumps and Systems has several
different series and versions of the Dolphin liquid ring vacuum pumps in its portfolio, with pumping speeds ranging from 25 to 26,500 m³/h.
Variants
The operating fluid can be supplied and removed in three ways:
- Non-recirculating or once-through operation: This is the simplest method of operating a liquid ring vacuum pump and is possible whenever there is sufficient operating fluid available. The compression stage is constantly supplied with fluid, which is subsequently discharged together with the gas and the condensate.
- Open fluid circuit or partial recirculation operation: In an open circuit, the operating fluid is diverted into a liquid separator together with the gas after it exits the vacuum pump. The liquid and the gas are then separated. The gas is discharged or transferred while the operating liquid flows back to the pump. Additional fresh operating fluid is supplied via the liquid separator. This guarantees that there is enough liquid in the circuit and that the temperature does not rise. An open-circuit design can reduce the consumption of fluid by up to 50% compared to non-recirculating operation.
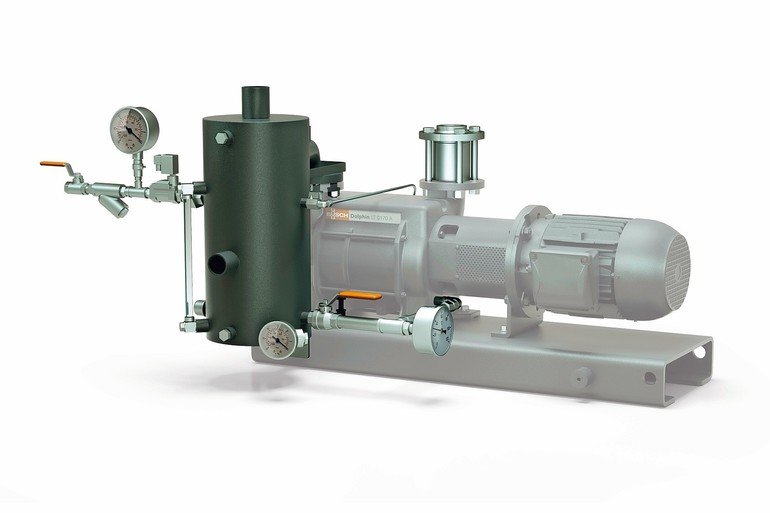
- Closed fluid circuit or total recirculation operation: There is also a liquid separator downstream from the pump in a closed circuit. Gas is discharged from the separator, while the operating fluid is diverted by means of a heat exchanger prior to re-entering the vacuum pump. The operating fluid is thus maintained at a constant temperature and only small amounts of fresh fluid need to be added via the liquid separator. A closed circuit is therefore recommended whenever sufficient operating fluid is not available or as much fluid as possible needs to be conserved.
Tailored vacuum systems
Liquid ring vacuum pumps are exceptionally well suited for use as modules in vacuum systems and installations. Lower ultimate pressures can be realised in combination with gas, air or steam ejectors (jets) or with Roots type vacuum boosters. Technically and economically optimum solutions can be achieved using vacuum systems that are directly tailored to the individual application. The various Dolphin liquid ring vacuum pump sizes from Busch are also available in Atex-certified versions.
Suchwort: cpp0218busch
Hall 8.0, Booth B27
AutHor: Uli Merkle
Head of Marketing Services,
Busch Dienste

Ask the Expert New series of Dolphin pumps
Busch is presenting new series of Dolphin liquid ring vacuum pumps at Achema. What changes have you made?
Both series have been completely redesigned. Visually, it is immediately obvious that the flow channel is now integrated into the pump housing. This and the directly flange-mounted motor make the vacuum pumps more compact, and a base frame is no longer required. In addition, these vacuum pumps are perfectly suited for installation or as individual vacuum modules in vacuum systems. Thanks to the modular design, it was possible to considerably reduce the number of components.
What are the main technical features of the new vacuum pumps?
The difference between the two series lies in the ultimate pressure that can be achieved, i.e. the maximum vacuum level. With the Dolphin LM, the two compression stages work in parallel on one shaft. This makes it possible to achieve an ultimate pressure of 130 hPa (mbar). With the Dolphin LT series, the two compression stages are connected through the flow channel so that air, gases or vapours to be extracted go through them one after the other. This results in two-stage compression and therefore means that an ultimate pressure of 33 hPa (mbar) can be reached.
What are the special advantages of the new series?
In order to prevent corrosion within the vacuum pumps, stainless steel impellers are used as standard, while the standard version of the housing is made of cast iron. This material configuration allows for a variety of applications in processing technology to be covered. We also offer stainless steel housing for handling highly corrosive media. All sizes are also available in different Atex versions and temperature classes. As a result, these vacuum pumps can be used in almost all processes in the chemical and pharmaceutical industry, as well as in many other branches. All vacuum pumps from the Dolphin LM/LT series are equipped with IE3 standard motors which guarantee energy-efficient operation. The optimized shaft seals contribute to a significant increase in service life. Depending on the pumped medium, Viton and FFKM are available as material variants.
What will Busch‘s other exhibition focuses be at this year‘s Achema?
In addition to the new Dolphin LM/LT series, we will also be showing solutions for processes in which the pumped medium should not condensate inside the vacuum pump. For this purpose, we will be presenting a dry Cobra NC screw vacuum pump, one that does not use operating fluids. These vacuum pumps achieve a considerably higher vacuum level compared to Dolphin liquid ring vacuum pumps. We will demonstrate the Cobra NC in a vacuum system in combination with a vacuum booster. As individual solutions for vacuum generation are often required, particularly in chemical processing technology. We will round off our presentation at Achema with an explosion shock-proofed R 5 RE rotary vane vacuum pump. They are designed to convey explosive gas/air and vapour/air mixtures. The Atex-certified vacuum pumps are suitable for extracting almost all substances from explosion group IIB3 as well as petrol vapours.
 Uli Merkle, Head of Marketing Services, Busch Dienste
Uli Merkle, Head of Marketing Services, Busch DiensteBild: Busch Vakuumpumpen und Systeme




{kind=link}