




The heat abusive treatment in spray drying processes often leads to ingredient loss, degradation or denaturation with thermally liable materials. A powder product made using conventional processes normally offers particle sizes ranging from 50 to 250 μm. Powder products within this size range tend to suffer from poor water reconstitution and dusting issues. Due to these challenges, conventional spray dry products are regularly agglomerated or granulated to increase the particle size and improve their hydration properties while resolving dustiness problems. One standard agglomeration methodology is a fluidised bed top-spray granulator. Inside this granulator, spray dried particles are first fluidised with a heated air stream followed by the addition of a binding solution. When contact occurs between the particles and the binding solution, the liquid bridge which is formed allows those particles to stick to each other. The particles are agglomerated when the liquid is evaporated. This additional process is time consuming, increases cost and potentially causes further ingredient loss or degradation from exposure to a secondary heating step.
Gentle drying technology
Fluid Air, a subsidiary of Spraying Systems, has co-developed the Polardry electrostatic spray drying technology, which allows water evaporation at an operating temperature well below water’s boiling point. The technology also enables agglomerated product to be created during the spray drying process.
With both the Polardry process and traditional spray drying, liquid droplets are atomised and sprayed into a stream of drying gas. Heat is transferred to the liquid from this gas to drive the evaporation of the solvent. Once all the solvent has been evaporated, the end product is a dry, powdered material.
There are two distinct phases in traditional spray drying: a constant-rate drying phase and a falling-rate drying phase. During the constant-rate phase, the majority of heat transferred to the droplet is latent and used to drive the solvent’s evaporation. This cools the surrounding drying gas and the droplet temperature remains constant. As more and more of the solvent evaporates from the droplet, the solid content of the droplet’s outer layer increases to the point where it forms a shell. A particle with a solid shell but a wet core is formed there and the falling-rate phase begins. During this second phase, heat is transferred to the particle from the drying gas as sensible heat. The temperature of the particle is raised in order to fully evaporate the remaining solvent from the particle core.
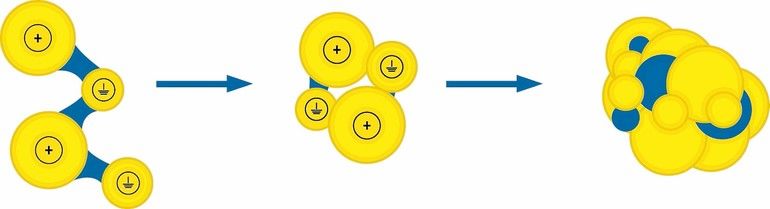
In the Polardry process, the electrostatic effect is used to stratify the components of the droplet during atomisation based on the material polarities. With a feedstock based on a polar solvent, the solid materials are driven to the inside of the droplet while the solvent is driven to the outside. This prevents shell formation and eliminates the need for the falling-rate drying period. Significantly more of the heat energy from the drying gas is used for latent heat and less for sensible heat. This allows fast, efficient drying without having to raise the temperature of the product. Moreover, Polardry is an inerted system, in which the oxygen level is maintained below 5 %. Owing to its inert processing environment, any undesirable oxygen-oriented reactions are avoided.
Two processes in one
By intermittently controlling the electrostatic charge applied to the feed, Polardry technology enables particulates to be agglomerated as they are dried. This patent pending PWM (pulse width modulation) feature precludes the need for expensive secondary agglomeration operations.
By controlling the voltage applied to the spray droplet as it is atomised, some particles form an outer shell readily while others develop their shell gradually, leading to a wet or tacky particle. As these two types of particles collide, they bond forming an agglomerated particle. This results in a finished product with larger particles and fewer freely flowing fines.
Comprehensive experiments
The following experiments were conducted to study and demonstrate the features and benefits of products processed using this novel electrostatic spray drying technology. All the finished samples were collected as free-flowing dry powders. The samples were evaluated with respect to moisture content, particle size distribution, particle structure and hydration properties.
The moisture content was measured using a moisture analyser (Mettler Toledo, MJ33).
The product particle structure was inspected under a scanning electron microscope (SEM). The particle size distribution was measured with U.S. standard test sieves #20 (850 μm), #40 (425 μm), #60 (250 μm), #80 (180 μm), #120 (125 μm), #200
(75 μm) and #325 (45 μm) (Cole-Parmer, USA) in order to sort the product according to particle size. The product (50 g) was measured and added to the stacked sieves (in ascending order). The sieves containing samples were then placed onto a Ro-tap for 5 min to facilitate particle separation within the sieves. The weight of the remaining products on each sieve was determined and the particle size distribution percentage (%) calculated by taking the mass of the remaining product on each sieve divided by the total mass of the added sample.
For comparison, all samples were also processed in a conventional spray dryer with an inlet temperature of 190 °C and an outlet temperature of 90 °C.
Modified food starch is widely utilised in the formulation of pharmaceutical and food products. It was therefore chosen as an example to show the low temperature drying capability with electrostatic spraying technology. In the experiment, 40 parts by weight of modified food starch were hydrated with 60 parts by weight of water. The hydrated starch (fed at 10 lbs/hour) was atomised through the electrostatic spray nozzle into a drying chamber at 25 psi atomising gas pressure. The electrostatic nozzle was applied to the hydrated starch with 20 kV charge. Inside the drying chamber, drying gas (90 °C) was delivered at 150 scfm to assist water evaporation. The drying gas that is used in this technology is a mixture of air and nitrogen gas with the oxygen level maintained at 5 % or lower.
Encapsulated vitamin C was also produced. In the experiment, 50 parts by weight of modified starch were hydrated with 50 parts by weight of water. After completing hydration, 2 % vitamin C was added per part by weight of modified starch and high-shear mixed at 5000 rpm for 5 min until homogenised. The vitamin C mixture was atomised through the electrostatic spray nozzle with the same processing parameters as modified food starch in the example above.
To produce encapsulated strawberry flavour, a flavour emulsion was composed of
80 parts by weight of Osan starch as the wall material and 20 parts by weight of strawberry liquid flavour as the core material. The emulsion was prepared by emulsifying the liquid strawberry flavour with pre-hydrated starch in a high shear mixer at 5000 rpm for 5 min. After mixing, the mixture was homogenised at 3000 psi in the first pass and again at 500 psi. The emulsion (fed at 10 lbs/hour) was then atomised through the electrostatic spray nozzle with the same processing parameters as in the above-mentioned modified food starch example.
Particle morphology
It was observed that all samples produced using the electrostatic spray dry process resulted in larger agglomerated particles, with multiple particles sticking to each other. In contrast, conventional spray drying yielded samples with a discrete sphere structure and smaller particles.
During the electrostatic spray dry process, the surfaces of the partially dry particles are assumed to be sticky, which enables particles to firmly attach onto other particles to form a larger granulate. As soon as the water has fully evaporated, a larger dry solid granulate with a particle size greater than 125 μm is formed, leading to a structure composed of several particles aggregated with each other. For example, the modified food starch sample produced by electrostatic spray drying resulted in product with 27.9 % of the sample particles larger than 125 μm as compared with conventional spray drying, where only 10.6 % of the sample particles exceeded 125 μm. A similar trend was also noticed for encapsulated vitamin C and encapsulated strawberry flavour, where 51.5 % and 68.7 % respectively of the sample particles were bigger than 125 μm with electrostatic spray drying versus 2.8 % and 10.6 % with conventional spray drying.
All advantages at a glance
Electrostatic spray drying technology provides products with superior instant hydration for water-based applications compared to the hydration properties of conventional spray dry products. Due to its agglomerated structure, the particle integrity is strengthened, leading to better product stability after high pressure processing. In addition, the larger particle sizes demonstrated by this technology resolve the dusting issues commonly observed with smaller particles. The mild processing enables enhanced ingredient encapsulation and superior shelf life. Lastly, electrostatic spray drying also allows efficient, cost-effective, one-step unit operation that rivals other technologies in this field.
Online search: cpp0219sprayingsystems

Author: Joseph P. Szczap
Director of Engineering und Operations,
Fluid Air



{kind=link}