

The Czech Republic-based oil company Unipetrol recently installed an eHydrocom capacity control system from Hoerbiger in its industrial gas plant for the first time – with great success: Unipetrol is meanwhile benefitting from cost savings and increased nitrogen compressor performance.
Author Klaus Stachel Global Product Manager Compressor Mechatronics, Hoerbiger Ventilwerke
The largest refinery, petrochemical and agrochemical complex in the Czech Republic is located on the outskirts of Litvínov, close to the German border fifty miles north-west of Prague. The plant is owned by Unipetrol, the leading Czech oil and petrochemical company, which is part of the Polish PKN Orlen Group. The Litvínov site also encompasses a complex for manufacturing polymers and other chemical products, such as ammonia as starting material for fertilisers. Nitrogen – required for the production of ammonia – is made in a local plant operated by industrial gas specialist Air Products.
The installation of the Hoerbiger eHydrocom capacity control system saves Air Products and Unipetrol approximately 330,000 euros annually in electricity for one nitrogen compressor and the ammonia plant runs more smoothly than ever.
The Air Products plant in Litvínov liquefies and distils air, which is then separated into oxygen and nitrogen. “This location is one of our larger European plants”, explains Petr Pekárek, Regional Business Manager Tonnage Gases for Central and Eastern Europe. The refinery uses oxygen to produce hydrogen from heavy petroleum residues. A portion of the hydrogen is utilised in the refinery’s hydro-processing plants to obtain pure fuels. The remainder is enriched with nitrogen and converted into ammonia for manufacturing urea, which is an important fertiliser in farming. The Air Products plant employs a Peter Brotherhood (Dresser-Rand) reciprocating compressor featuring an electric motor drive to compress the nitrogen leaving the air separation station at 60 to 324 bar. The nitrogen is then conveyed via pipelines to Unipetrol’s ammonia plant, where hydrogen is added, and the resulting mixture fed into an ammonia reactor.
Original stepped control
At a rated power of 2300 kW, the nitrogen compressor costs Unipetrol almost two million euros a year in electricity alone. The companies were therefore looking for ways to save energy. Pekárek comments: “Electricity accounts for 70 % of our variable operating costs, so saving energy is a crucial point”. In this case, savings were possible because the original approach did not allow the compressor throughput to be adapted to the demand of the ammonia plant. Clearance volumes in the cylinder heads were opened up in order to operate at 75 % of nominal capacity. At 50 % capacity, the suction valves were held open to reduce the amount of nitrogen that is compressed. This stepped process worked well at a capacity of exactly 75 % or 50 %. With any other throughput, however, the nitrogen had to be throttled by a return valve from the outlet side of the compressor to the intake side. This meant energy was wasted because too much nitrogen was compressed. In addition to the unnecessary power consumption, stepped control also negatively impacted the downstream process.
Different actuator concepts
The volume flow of reciprocating compressors is controlled in many systems today. The pos-sible options range from simple bypass control through variable clearance pockets to speed control. In most instances, however, the control range and consequently the energy saving potential is very limited. Equipment operators fare better with reverse flow control based on suction valve unloading. If implemented correctly, this method allows the delivery volume to be set from 0 to 100 % while reducing the power consumption to an equivalent degree. A new, all-electric actuator for the valve unloader makes retrofitting compressors significantly easier. Fast installation, easy calibration, adjustment by computer and long maintenance intervals all contribute to lower investment and operating costs.
Modern engineering plants increasingly produce on demand, calling for flexibility from all components. Given their high power consumption, one particularly important factor with reciprocating compressors is setting the optimal volume flow. Hoerbiger’s all-electric hybrid actuator technology now offers new options for efficient control and integration into the plant control system. Installation is straightforward, merely requiring cables fitted with connectors to be plugged into the actuator or supply unit. Parameterisation and calibration are carried out from the control room by computer.
Reverse flow control
The principle of reverse flow control is relatively simple: the suction valve can be operated by an unloader and kept open while the unloader is connected to an actuator mounted on the suction cover and moved by the same. The suction valve is kept open during the compression stroke of a reciprocating compressor, causing a portion of the medium which is drawn in to be forced back into the suction chamber. Targeted closing of the suction valve at a particular point in time then compresses only the residual amount remaining in the cylinder. As a result, any capacity between 0 and 100 % can be set by means of the delayed compression start.
The sequence of motions for the actuator illustrates this very clearly. At top dead centre (TDC), the piston moves downward again following compression and the re-expansion phase begins. Once this phase has ended, the suction valve opens automatically without any outside influences due to the pressure differential that develops from the piston movement. The actuator only presses the unloader in the direction of the suction valve after the valve has opened, in order to establish contact with it before the piston arrives at the bottom dead centre (BDC). Once contact has been made between the sealing element of the suction valve and the unloader, this position is maintained until the start of the closing process. As soon as the closing time or crank angle (which is dependent on the desired capacity) is reached, the actuator reduces the force acting on the unloader and the suction valve, ensuring controlled closure of the latter. The unloader and the sealing element of the suction valve remain in contact until the valve is closed and the sealing element is not sepa-rated from the unloader until it is located in the valve seat. At this point, compression begins in the cylinder. The unloader and actuator carry out a defined idle stroke and then remain in the end position until the next cycle.
Hybrid actuator is the solution
At first glance, several electric actuator concepts appear to be possible choices for operating the suction valve. On closer review, however, various drawbacks in practical use become evident. Hoerbiger’s hybrid actuator concept combines the advantages of two principles: it consists of a solenoid and a spindle drive. While the solenoid assumes the physical work of the unloader’s rapid motion sequences, the spindle drive keeps the solenoid permanently at its optimal operating point. This allows the minimal residual air gap of the solenoid aspired to by the design to be utilised, regardless of any mechanical wear in the members that transmit the force. The resulting high power density without external cooling is comparable to hydraulic systems.
One of the key advantages of the hybrid actuator is its ability to vary the relative position of the solenoid with respect to the valve position. No manual setting of exact lengths with respect to the suction valve is required during installation. Within a tolerance range of ±5 mm the height at which the actuator is installed above the suction valve is irrelevant. After the hybrid actuator has been attached to the suction valve cover, an automated reference operation is initiated. This ensures that, at the start of regular operation, the open suction valve position corresponds exactly to the nominal minimal residual air gap. Another benefit is that the actuator is permanently maintained at the optimal operating point. The controller additionally detects whether the minimal residual air gap position will be exceeded or undershot during operation due to wear, thermal expansion or other effects. If the position of the actuator or the solenoid does not match the position of the minimal residual air gap during the period when the valve is kept open, the spindle drive is used for readjustment, so that the residual air gap has the correct value during this essential phase.
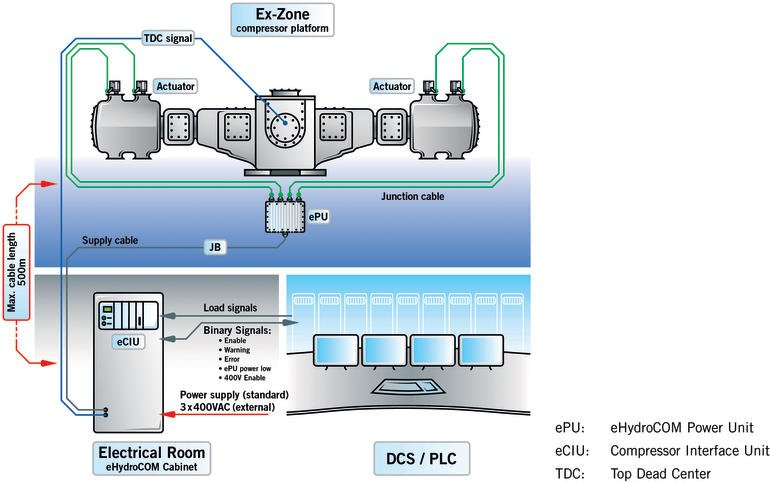
The actuators require modified control to carry out the required movement precisely. A power unit is provided for this purpose to supply them with power. This unit is located in the direct vicinity of the compressor and can control up to four actuators. The overall system can consist of as many as twelve such units. A wiring so- lution and plug connection, developed specifically for the eHydrocom system, allow the actuators to be connected to the power unit easily and above all quickly. The entire system – consisting of actuators, power unit and plug connection – meets all explosion protection requirements according to the Ex II 2G Ex IIC T4 classification.
Retrofitted with four actuators
The two-stage nitrogen compressor at the Air Products petrochemical plant was retrofitted with four actuators; it has a volume flow of 32,000 Nm³/h at a suction pressure of 60 bar and a final pressure of 320 bar. The machine output at full load is approximately 2300 kW. The stepless control which was retrofitted enables the compressor’s final pressure to be continuously adapted to the process. Due to the rolling change in volume flow, the upstream turbo compressor does not suffer any damaging pressure fluctuations on the pres-sure side. Thanks to the system’s simple and fast installation, the downtime and retrofit costs were low.
The improved control performance also led to remarkable advantages. It is particularly beneficial in case of late adjustments: Uni- petrol meanwhile varies throughput through the ammonia plant more strongly than in the past. The compressor’s output pressure is now more stable and the “bumps” experienced with the stepped capacity control system are gone. In future, the downstream turbo compressor will be operated closer to its pressure increase limit, further increasing efficiency. The process is more flexible today and Unipetrol can react to variations in production demand. Since eHydrocom responds especially fast, the system’s behaviour is very sensitive.
Hall 8.0, Booth D28
cpp-net.com/0215406
Share:




{kind=link}